
3. Повышение операционной эффективности
Работая в консалтинге, большую часть проектов я реализовал в области повышения операционной эффективности и считаю, что это самый интересный вид деятельности — когда ты, консультант, кризис-менеджер или новый руководитель, приходишь в новую компанию, проводишь диагностику, определяешь «узкие места» и разрабатываешь комплексную программу повышения эффективности бизнеса. Затем видишь, как твои изменения меняют процессы и влияют на результат и как меняется отношение сотрудников к производимым изменениям.
Договоры на проекты повышения операционной эффективности, как правило имеют структуру оплаты, основанную на success fee и составляют от 5 до 10% увеличенной за период проекта прибыли компании-заказчика. Стоимость проекта на моей практике варьировалась от 50 до 450 млн руб., отдельные крупные проекты достигали и 1 млрд руб. Срок реализации таких проектов, в зависимости от объемов работ, составлял от 3 до 15 месяцев.
В данном разделе мы хотим поделиться инструментами и подходами, которые будут полезны специалистам, ответственным за достижение показателей операционной эффективности компании, либо позволят руководителям максимально быстро выстроить программу повышения эффективности ее ключевых бизнес-процессов.
Информация по лучшим практикам и методологии представлена в разделе с описанием бизнес-кейсов, которые помогут дать представление о применении инструментов повышения операционной эффективности.
Цель раздела — показать лучшие практики повышения операционной эффективности бизнес-процессов компании и дать краткие комментарии по используемым инструментам.
Задачи:
1. Описать основные ошибки в организации эффективных производственных систем и выделить их «предвестников».
2. Предоставить обзор референтных моделей выстраивания производственных системм, а также процесса постоянного совершенствования.
3. Предоставить методы и инструменты реализации проектов повышения операционной эффективности, которые применяются международными компаниями.
История развития методологии повышения операционной эффективности
Методологию Lean Production разработала Toyota на основании методологий Total Quality Management и Zero Defects [20]. Методологию Six Sigma разработала Motorola, стандартизировав подход DMAIC. Консалтинговая компания George Group объединила эти две методологии в подход LSS (Lean Six Sigma) и начала оказывать консалтинговые услуги по проектам повышения операционной эффективности. Позже компания была выкуплена Accenture.
В основе методологии лежат 8 видов потерь, исключив которые можно сократить общее время исполнения любого процесса, а также уменьшить затраты [6, 8]:
• Запасы (материалы/продукты, ожидающие начала процесса).
• Движения (излишние движения, вызванные в том числе слабой эргономикой).
• Ожидания (задержки в процессе, вызванные согласованиями, остановками на ремонт).
• Перепроизводство (производство сверх необходимого).
• Избыточное качество (предоставление услуг или продуктовых характеристик больших, чем клиент готов платить за них).
• Дефекты/переделки (корректирование ошибок).
• Люди (недостаточное использование квалификации своих сотрудников).
Термин «Sigma», греческий символ δ — используется для оценки вариативности процесса, как индикатор количества ошибок. «Six Sigma» предполагает сокращение до 3,4 ошибки на 1 миллион (или 99,9997%) (см. Таблица 15)
Таблица 15 — Количество ошибок в зависимости от «уровня сигма»

От своих студентов я часто слышал вопрос: «Почему 99,9% недостаточно?». Чтобы ответить на этот вопрос, в классической литературе приводятся следующие примеры:

Объединенные Lean Production и Six Sigma вместе дают мощный инструментарий для повышения операционной эффективности любой компании. Для обучения высококлассных специалистов существует система сертификации специалистов LSS. Чтобы показать серьезность подхода к подготовке специалистов LSS приведем описание длительности курсов и их стоимости (см. Таблица 16):
Таблица 16 — Обучение LSS

1 Бралась информация со следующих учреждений: www.purdue.edu/leansixsigmaonline/payment/; www.sixsigmacouncil.org/six-sigma-certifications/; Стоимость курсов указана средняя и может быть выше или ниже в зависимости от формата обчения (онлайн или очное), состава преподавателей, наличия практики, бренда или ценовой политики обучающей организации.
2 Информация из www.hh.ru
Приведем примеры использования LSS в банковской индустрии. Конкретно на примере Сбербанка, где Герман Греф реализовал настоящую революцию с приходом в Сбербанк в 2007 г.
Мало кто знает, что у Сбербанка был КПЭ «5 минут» — любой клиент должен выйти из отделения банка через 5 минут с выполненной услугой. Давайте посмотрим на отдельные решения, узнаваемые для простого клиента банка, которые были реализованы, и насколько эффективными они оказались (см. Таблица 17).
Таблица 17 — Примеры внедрения инструментов LSS в банковской индустрии

Традиционный подход к управлению компанией состоит в фокусировке внимания на управлении 20% основных ресурсов, которые добавляют основную стоимость конечному продукту, либо услуге компании. Lean production фокусируется на работе с операциями, которые не добавляют ценности конечному продукту (устанение потерь), в том числе исключая операции, которые не важны для клиента и за которые клиент не готов платить. Six sigma фокусируется на улучшении качества за счет сокращения вариативности процесса, большое количество переделок выпускаемого продукта/услуги, низкое качество конечного продукта, заметное в промышленных масштабах. LSS учитывает методологию обоих направлений и фокусируется на постоянном совершенствовании всей системы.
Внедрение проектов повышения операционной эффективности
Реализуя множество проектов, мы сталкивались со следующими способами организации постоянного повышения операционной эффективности компании, как со стороны консультанта, так и внутри компании:
1. Инициатива идет от первого лица компании. Отдельная структура по развитию в компании отсутствует. Владельцы процессов (руководители) выполняют изменения. Обычно программа сопровождается массовыми увольнениями руководителей, которые не поддерживают переход к новой системе работы. Эта модель описывается во многих книгах как самая успешная и обеспечивающая лучший результат за счет полного контроля и абсолютной мотивации [63].
2. Самостоятельная работа руководителей. Инициатором изменений является отдельная структура (отдел развития). Первое лицо спрашивает по результатам изменений с директоров направлений. Директора отвечают за исполнение программы изменений, разработанной отделом развития, и запрашивают методическую поддержку. Наличие отдельной структуры создает владельцам процессов соблазн заниматься исключительно планом производства, а все, что связано с оптимизацией, поручить соответствующему отделу.
3. Самостоятельная работа структуры развития. Отдел развития является инициатором изменений, а также выполняет изменения, насильно вклиниваясь в деятельность руководителей, которых волнует только выполнение плана производства. Первое лицо лишь дает разрешение на деятельность по развитию, не вникая в процесс улучшений. Затем первое лицо компании спрашивает результаты по деятельности в сфере улучшений с отдела развития, а не с владельцев процессов. В процесс изменений первое лицо не погружается совершенно. Предполагается, что в такой структуре есть небольшая команда внутреннего консалтинга, которая что-то подкручивает, помогает, ускоряет. Первое лицо освобождается от забот по повышению операционной эффективности, полагаясь на эту команду. Руководитель внутреннего консалтинга изучает, как все устроено, выступает с предложениями по неким перестроениям процессов. В случае если там попадается что-то дельное, то сверху директорам направлений будет приказано реализовывать эти предложения. Если корпоративная культура развита, если собрана команда руководителей, заинтересованных в развитии бизнеса, а не в получении бонусов, тогда отдел развития улучшает процессы без участия первого лица. Отдел показывает выгоды директорам направлений, а они меняют свои процессы, чтобы все становилось эффективнее. Оптимизаторы должны убедить директоров, что предложения нужные и важные, тогда они их выполняют. А если изменения не внедряются, значит, плохо убеждали, или мероприятия не были проработаны до конца.
Это самая распространенная и самая неэффективная модель, которую мы встречали на большинстве предприятий, — отдел развития представляют перед коллективом так: «Представляю вам оптимизатора. Он будет повышать вот такие показатели». Но потом отдел развития услышит от сотрудников:
— «Не отвлекайте нас от выполнения плана производства».
— «Мое дело — собирать узлы, а не думать за вас».
— «Я из-за вас не успеваю делать свою работу, от которой зависит моя премия».
— «Если я усовершенствую процесс, то мне порежут трудоемкость, а я этого не хочу».
Развитие в такой структуре можно футболить сколько угодно: не приходить на совещания, не отвечать на письма, не давать запрашиваемую информацию, откладывать встречи.
Чтобы понять, почему так происходит, надо ответить на вопрос: «Кому выгодно что-то улучшать?». Зарплату от этого, скорее всего, не прибавят. Из-за этого работа по улучшению всегда будет факультативной, а начальники будут нехотя уделять этой деятельности свой ресурс.
Отдел развития может сделать блестящий пас, но гол все равно забивает первое лицо. Отдел развития может сделать блестящий пас, но гол все равно забивает первое лицо. Без значительного воздействия вертикали власти действительно важные изменения не делаются. Это воздействие выражается в том, какие вопросы и кому первое лицо задает на ежедневном совещании. Если вопросы касаются только выполнения плана производства, то и выполнять будут только его. Если во главу угла ставить выполнение плана, то владельцы процессов будут этим планом прикрываться вечно, уклоняясь от развития и состояние системы не сдвинется. А если сказать директорам, чтобы они занимались системой улучшений, но только тогда, когда это не повредит заказам, найдут ли они для этого хоть секунду? Каждый из начальников всегда может найти для себя занятие поважнее.
4. Развивальщик выше генерального директора и работает с собственником. Имеет исключительные полномочия. Может уволить кого угодно, и гендира тоже. Проводит показательные увольнения раз в 2 недели, чтобы обеспечить мотивацию слушать его. Нестабильная модель. Гуру, опьяненный своей неуязвимостью и запретом на критику, может неосознанно натворить ужасных вещей, и сделать бизнесу только хуже. Развитие предприятий — это всегда процесс взаимодействия нескольких сил, а не одной.
Как мы видим, каждый сценарий имеет свои недостатки, однако на практике наиболее жизнеспособны сценарии 1 «Инициатива идет от первого лица компании» и 2 «Самостоятельная работа руководителей» так как в изменения вовлекается сам руководитель. Ведь в конечном итоге самое главное — это придать улучшениям больший приоритет, чем производственному плану.
3.1. Топ-10 ошибок при внедрении принципов операционного совершенствования
Ниже приведены основные ошибки, которые наиболее критично сказываются на эффективности производственной системы компании. Для каждой ошибки операционного директора мы указали совет: как с ней работать. В тексте более детально рассказано о том, как избегать подобных ошибок и как более эффективно использовать ресурс команды.
ОШИБКА 1. Высокие операционные затраты по сравнению с конкурентами. Компания несет завышенные затраты для производства своей продукции, относительно аналогичной продукции на рынке. При прочих равных (с учетом одинакового качества товара или услуги) это будет симптомом неправильно выбранной операционной модели, технологии производства, неэффективной организации логистики или завышенных цен на закупаемое сырье.
Совет: выкупайте специалистов своих конкурентов либо контрагентов на рынке для понимания структуры их затрат и факторного анализа. В команде всегда должны быть сотрудники, понимающие положение дел на рынке. Чтобы удерживать первое место на рынке, нужно заниматься инновациями, а для того, чтобы не отставать, достаточно вовремя копировать существующие практики.
Красный флаг. Компания ежегодно занимает первые места по операционным затратам в сравнении с конкурентами на рынке либо не знает затраты своих конкурентов.
ОШИБКА 2. Полная загрузка персонала. При внедрении изменений, мы очень часто слышали «у меня есть сотрудник, он получает зарплату, поэтому он должен работать». А если производительность сотрудника меньше, чем у других, то его депремируют или вовсе сокращают. При таком подходе компания получает невостребованные запасы материалов и продукции. Сотрудники работают «на максимум», процессы работают без резерва производительности. Любая дополнительная нагрузка приводит к стрессу и переработкам сотрудников. Это часто выражается в том, что система не может справиться с дополнительными объемами работ. Такая организация работ напрямую противоречит теории ограничений (TOC).
Совет. Не планируйте загрузку вашей системы (персонала/производства) на 100%. Планируйте загрузку персонала на 75—85%, оставляя 25—15% запаса ресурса на внеплановые и срочные задачи. В любом проекте советуем сначала обеспечить необходимыми ресурсами, добиться требуемого качества выполняемых работ, а только потом заниматься оптимизацией затрат. Если HR блокирует вам найм — эскалируйте на коммерческого директора, ссылайтесь на целесообразность увеличения затрат на ФОТ вашей функции для достижения положительного экономического эффекта для всей компании. У меня были в основном крупные заказчики. Дополнительные затраты на ФОТ не шли ни в какое сравнение с выгодами от наличия резерва, либо с упущенными выгодами от отсутствия резерва в системе. Если менеджмент вашей компании не ориентирован на экономический результат и необходимо конъюнктурно соблюдать показатели численности или укладываться в утвержденный ФОТ несмотря на выгоды компании, тогда вам не повезло. Все равно, планируйте работы с резервом.
Красный флаг. Не осталось плановых задач, все задачи в вашем подразделении являются срочными. Сотрудники функции постоянно перерабатывают, то это означает, что компания имеет бизнес-риски упущенных продаж, срыва сроков поставок, невыполнения производственной программы.
ОШИБКА 3. Работает принцип «Что получилось улучшить за прошедший период, то и получилось». Оценка результатов деятельности происходит не относительно установленного результата, а относительно отчета докладчика (руководителя дочерней компании или функции). При таком подходе отсутствует мотивация на достижение амбициозных показателей по повышению операционной эффективности.
Совет: Всегда устанавливайте минимальные целевые значения повышения операционной эффективности. Например — сокращение затрат на перевозку 1 т/км на 10%, повышение безопасности труда на 50%, сокращение себестоимости производства на 5%. Каждая цель должна быть декомпозирована на составляющие, динамика достижения которых ведет к цели. Использование практики поощрения за достижение амбициозных результатов, а не наказывать за недостижение целей, даже если получится достичь амбиции на половину, это тоже хороший результат
Красный флаг. Отсутствуют четкие формализованные цели повышения операционной эффективности.
ОШИБКА 4. Повышение операционной эффективности пущено «на самотек». Отсутствует формализованный процесс разработки и реализации программы повышения операционной эффективности. Успешность повышения операционной эффективности зависит от конкретных людей, которые на момент времени отвечают за свой блок инициатив. За эффективностью программы никто не следит и не отвечает за достигнутые в компании результаты.
Совет: установите лидера, отвечающего за разработку и сопровождение программы повышения эффективности. Произведите оценку результатов этого направления — если останетесь не удовлетворены, поменяйте лидера.
Красный флаг. Отсутствуют регламентные сроки проведения диагностики существующих процессов, требований к детализации проработки инициатив, описание инструментов/подходов. Лидер определен, но он занимается не программой, а закупкой и оценкой производительности оборудования.
ОШИБКА 5. Отсутствует процесс постоянного совершенствования. Нет времени остановиться, исправить процесс, чтобы работать по новому процессу. Руководители и сами сотрудники отмахиваются «нет времени на исправления, мы тогда производственный план не выполним». Процесс постоянного совершенствования основан на настроении/желании отдельных сотрудников проявить себя. За счет успешности отдельных инициатив может создаваться ощущение, что «все работает», однако такой подход не является системным.
Совет: Если все время находите время делать неправильно и исправлять, то почему не найти время сделать правильно? Формализуйте процесс постоянного совершенствования в компании, так чтобы получать регулярный статус по перечню реализуемых инициатив, потенциального эффекта от их реализации и фактического эффекта. Запустите в компании систему сбора предложений (в консалтинге это проекты «фабрики идей»), установите владельцев этого процесса, утвердите целевые значения показателей.
Красный флаг. Сотрудники уходят в отпуска / сменяют должности / перегорают, в результате процесс постоянного совершенствования останавливается. Зачастую в компаниях сотрудники не участвуют в процессе постоянного совершенствования. Не знают, что можно предложить или попросить улучшение и тогда станет лучше работать.
ОШИБКА 6. Эффективность процессов никак не измеряется. Основной принцип проектов повышения операционной эффективности — «Нельзя улучшить то, что нельзя измерить».
Совет: запустите процесс по регулярному рассмотрению фактических значений метрик эффективности по бизнес-процессам внутри функции. Отчетность должна вестись накопительным итогом и показываться в динамике. Все отклонения (улучшения/ухудшения) значений должны сопровождаться факторным анализом и быть выведены в единый отчет. По значимым и системным отклонениям разрабатываются дополнительные мероприятия, которые также включаются в программу повышения эффективности.
Красный флаг. Отсутствуют метрики измерения эффективности процессов компании, либо метрики установлены, но фактические значения неизвестны (не собираются).
ОШИБКА 7. Отсутствует формализованный подход к приоритизации разработанных инициатив. Очередность реализации инициатив не определена, ресурсы не спланированы, все организовано по принципу «Делаем все сразу, там посмотрим — что получилось». Такой подход может позволить получить быстрые победы, однако его нельзя назвать «качественной организацией работ, направленной на постоянное улучшение». В результате качество и сроки получения выгод могут пострадать.
Совет: утвердите по компании единый подход к определению всех выгод и затрат на реализацию проектов, а также подход к последовательности внедрения инициатив в условиях ограниченных ресурсов. Важно на первом этапе выделить «быстрые победы», которые помогут убедить производство в достижении успеха и облегчат внедрение сложных системных изменений.
Красный флаг. Руководство обращает внимание в первую очередь на инициативы с экономическим эффектом и ставит другие инициативы на второй план (сокращение трудоемкости исполнения процесса, сокращение количества ошибок в процессе, повышение безопасности труда, окружающей среды).
ОШИБКА 8. Реализованные инициативы считаются закрытыми и не контролируются по прошествии времени. Любой архитектор решений знает, что после того, как любой процесс был «оптимизирован» (улучшен), требуется обеспечить пост-контроль и мониторинг процесса.
Совет: для каждого проекта должны быть предусмотрены пост-контроли по исполнению новых процессов. Выплаты вознаграждений за реализованные достижения должны быть привязаны к фактически полученному результату. При внедрении мероприятий команда всегда должна задавать себе вопрос «Как это будет работать без нас?».
Красный флаг. После ухода команды консультантов процесс возвращается в прежнее русло.
ОШИБКА 9. Думать, что в жизни все происходит так как установлено в регламенте или так как дано в поручении. Все большие компании действуют в рамках утвержденных документов, на которые все ссылаются. Зачастую это огромные текстовые документы, в которых максимально разрозненно и сложно описывается процесс. Обычно его никто не читает, и использует только в тот момент, когда возникают разногласия. Разрабатывают регламенты руководители в Аппарате управления, которые далеки от ситуации на местах.
Совет: внедрение процесса регулярного выхода руководителей в «гембу» для проверки того, как процессы выполняются в реальности, сбор обратной связи от исполнителей, чего недостаточно для правильного выполнения процесса.
Красный флаг. Аудиты процесса и наблюдения подтверждают, что процесс в жизни выполняется не так как это утверждено в регламенте
ОШИБКА 10. Отсутствие единого ответственного за достижение результата. Отсутствие единого ответственного приводит к тому, что все занимаются всем, или наоборот каждый отвечает за свой блок работ, который в конечном итоге не стыкуется с общим ходом реализации проекта и никак не ведет к цели. Лучше всего это иллюстрирует старый анекдот Райкина А. «Кто сшил костюм?».
Совет: выстраивание процессов с фокусом на достижение цели. Проведите сертификацию специалистов LSS, отвечающих за повышение операционной эффективности, это замотивирует отдельных сотрудников и поможет выделить особую роль в компании.
Красный флаг. Сложности коммуникации между подразделениями, образование функциональных колодцев, множество ответственных за один процесс.
3.2. Референтные модели управления операционной эффективностью
Интересно со стороны смотреть на хронологию развития методологий по повышению операционной эффективности, которая за последние 100 лет существенно эволюционировала (см. Рисунок 17).

Рисунок 17. Хронология развития методологий повышения операционной эффективности
Опубликовано множество книжек, которые в данном разделе мы не будем переписывать. В крупную клетку следует выделить следующие этапы:
1. Постоянное совершенствование зародилась вместе с системой качества Тейлора;
2. Достижения Генри Форда в Toyota по сокращению производственных потерь и ускорению производства;
3. Motorola изобрела “six sigma” для организации всеобщего контроля качества (TQM). Появился подход DMAIC;
4. General Electric развило концепцию six sigma в систему качества;
5. Lean Six Sigma объединила в себе управление качеством и бережливое производство;
6. Теория ограничений объединилась (TOC) с Lean Six Sigma (LSS) и появилась концепция TLS.
Каждая консалтинговая компания дорабатывает свой подход повышения операционной эффективности и предлагает под своим брендом. Каждая производственная компания выбирает производственную модель под себя, в зависимости от целей своего бизнеса.
Ниже приведен перечень методологий, с которыми мы столкнулись на практике при реализации наших проектов повышения операционной эффективности. Таблица содержит краткое описание методологий, чтобы дать общее представление о каждом. В тексте раздела представлено подробное описание самих методологий.
1. Всеобщий уход за оборудованием Total Productive Maintenance (TPM). Система поддержания и улучшения целостности систем производства, безопасности и качества с помощью машин, оборудования, процессов и сотрудников, которые организуют и повышают ценность бизнеса
2. Теория ограничений (TOC). Методология управления системами, базируется на определении ограничений системы «узких мест», влияющих на эффективность всей системы в целом
3. Цикл DMAIC. Подход системного анализа, разработки, исполнения и контроля инициатив повышения операционной эффективности.
4. KAIZEN. Вид проектов, которые позволяют быстро внедрять улучшения. Такие проекты не требуют существенных финансовых затрат и значительной трудоемкости
5. Производственная система. Система постоянного совершенствования методов работы, принятая в компании. Уникальна для каждой компании в зависимости от культуры работы, ее принципов и ценностей
6. Системное мышление. Подход, предполагающий взгляд на компанию и ее бизнес-процессы как на сложную систему с множеством взаимосвязей
3.2.1. Цикл DMAIC
Первый раз я познакомился с экспертами, работая в Accenture, когда нас отправили изучать методологию и получать сертификацию LSS green belt и black belt в AMC University. На проекте я столкнулся подходом LSS в нефтедобывающей компании в Казахстане. Каждый полгода компания запускала цикл DMAIC (см. Рисунок 18), который состоял из следующих шагов:

Рисунок 18 — Референтная модель DMAIC
Шаг 1. «Определение». Мы проводили диагностику и определяли проблемы, которые должны быть решены в рамках текущей «волны» DMAIC. На этом этапе собирается голос заказчика, проводится анализ Ишикавы, проводятся эксперименты, создаются паспорта проектов с фиксированием измеримых целей и задач проекта.
Шаг 2. «Измерение». На нем происходит определение основных направлений, где будут совершенствования деятельности. На этой фазе процесс детально описывается, проводятся измерения, выявляются потенциальные причины, консолидируется информация об исходной результативности исследуемого процесса. Это позволяет организации направить все усилия в нужном направлении. В нашем случае это была система диспетчеризации. Возможные проблемы, которые необходимо сразу проверить и оперативно исправить:
1. Наличие устойчивой связи для передачи данных;
2. Исправность бортовых комплектов и датчиков;
3. Логика работы системы и ее соответствие фактической ситуации;
4. Соответствие методик между собой, не должно быть расхождений между информационными системами, методиками планирования.
В результате должна появиться автоматическая система учета показателей работы оборудования, в которой прозрачно видно, что происходило с оборудованием, максимально должен быть исключен ручной ввод оператором и любое вмешательство в систему людьми.
Шаг 3. «Анализ». С помощью аналитических инструментов, применяемых на данном этапе, происходит поиск основных источников наиболее критических проблем и возможностей для оптимизации. По результатам анализа определяется базовый уровень, с которым ведется все последующее сравнение изменений. Все простои и отклонения приоритезируются по принципу Парето и с выделением «быстрых побед».
Шаг 4. «Внедрение». Происходит основная разработка и внедрение решений по устранению выявленных причин проблемы, основной целью данного этапа является подтверждение того факта, что принятые решения будут способствовать повышению эффективности проекта и приведут к устранениям проблем. На данном этапе главная ошибка, которую можно совершить это начать полностью все описывать, детально рассчитывать и согласовывать эффекты. Из опыта внедрения лучше идти пилотами, и подтверждать все на практике. Плюс во время пилота возникает много проблем, которые изначально нельзя было предусмотреть на бумаге. Отдельно хотел бы рассказать о полезной методике управления изменениям «R (Ready) W (Willing) A (Able)», которую мы успешно применяли на пилотах.
R (Ready) — каждый участник пилота должен понимать, что от него нужно, как он влияет на результат. Для этого проводится коммуникация на нарядах, готовятся памятки и инструкции.
W (Willing) — все участники пилота должны хотеть достичь результата, для этого обычно готовится система мотивации, в которой прозрачно указываются целевые измеримые границы и критерии, при которых выплачивается доп. премия. Тут важно не забыть ежесуточно показывать динамику и как каждый из участников достигает результата, если этого не сделать, весь смысл будет потерян.
A (Able) — должны быть обеспечены условия при которых возможно достижение цели. Сложно требовать от людей результата, когда существует множество внешних факторов, на которые сам человек не влияет. Сложно требовать от людей обрабатывать маркшейдерскую съемку за 1 день, когда у него плохой компьютер на котором физически это сделать невозможно.
Шаг 5. «Контроль». Является завершающим в цикле DMAIC, на нем производится закрепление произведенных решений и создание системного подхода по управлению процессом. Важно отметить, что конечный результат каждого из шагов процесса является входным параметром для следующего этапа, тем самым способствуя к повышению эффективности работы. На данном этапе важно выстроить систему совещаний, на которых производится разбор отклонений от целевого уровня, ставятся задачи по определению причин отклонений и разработка мероприятий по их устранению. На совещании представляется отчет на базе показателей системы диспетчеризации, с использованием факторных анализов и базовой аналитики, которая помогает принимать управленческие решение основанные на данных, а не на мнениях и экспертной оценке.
Концепция Lean Six Sigma, основной целью которой является непрерывное повышения операционной эффективности компании, направлена на постоянное выявление проблем операционной деятельности компании. С помощью причин, выявленных посредством данной концепции, возможно определить основные проблемы, препятствующих повышению эффективности (см. Рисунок 19).

Рисунок 19 — Иллюстрация концепции Lean Six Sigma
Ниже приведен перечень инструмментов в привязке к последовательности шагов цикла DMAIC. Ниже в таблице приведен перечень инструментов LSS, применяемых на каждом шаге цикла (см. Таблица 18).
Таблица 18 — Цикл DMAIC

На практике я видел много кейсов применения этой методики, наверно больше неудачных, все это происходит если какой-то один из блоков отсутствует, или слабо развит. «Нельзя управлять тем, что ты не контролируешь и нельзя контролировать то, что ты не измеряешь».
3.2.2. Всеобщий уход за оборудованием
Основная цель всеобщего ухода за оборудованием (TPM — total production maintenance) — организация постоянного совершенствования эффективности оборудования (повышение показателя OEE (Overall Equipment Efficiency). Один из основных производственных показателей, отражающий эффективность использования оборудования. Надежность оборудования — необходимая составляющая бережливого производства так как при небольших запасах готовой продукции остановка оборудования всегда будет приводить к упущенным продажам и снижению уровня сервиса клиентов.
Показатель OEE рассчитывается по формуле (см. Рисунок 20):
100 — Плановые остановки — Внеплановые остановки — Потери скорости — Потери качества

Рисунок 20 — Иллюстрация расчета OEE
Пример:
• Плановые остановки — 14,5%
• Внеплановые остановки — 19,8%
• Потери скорости — 5,4%
• Потери качества — 2,3%
OEE = 58% (100% — 14,5% — 19,8% — 5,4% — 2,3%)
Не лишним будет несколько бенчмарков компании Ernst&Young показателю OEE:
• Лидеры > 85%
• Топ 25% компаний — 77%
• В среднем по отрасли — 55%
Подход TPM был разработан в 1970-х годах для вовлечения операторов оборудования в процесс подготовительного ремонта. Иллюстративно весь подход TPM можно представить как строение в виде дома, 8 колонн которого — это основополагающие принципы, заключающиеся в проактивном и превентивном подходах и 5С, — это фундамент всего «строения» (см. Рисунок 21).

Рисунок 21 — Столпы TPM
Описание столпов TPM:
1. Автономное обслуживание оборудования — предполагает вовлечение операторов оборудования в ежедневное обеспечение работоспособности закрепленного за ними оборудования: самостоятельно проводить осмотр, работы по чистке, смазочные работы, а также часть работ по техническому обслуживанию. Это вовлечение является частью философии постоянного совершенствования. Включение операторов оборудования также повышает эффективность его поддержки за счет расширения фокуса анализа работоспособности оборудования (повышение ответственности операторов). Вследствие этого сотрудники отдела главного механика освобождаются от текущей рутинной деятельности, так что они получают большее время для разработки и проведения мер по улучшению.
2. Непрерывное улучшение — выстраивание процессов, нацеленных на сокращение 8 видов потерь.
3. Плановое обслуживание — обеспечение 100%-й готовности оборудования, а также проведение улучшений KAIZEN в области технического обслуживания.
4. Обеспечение качества — реализация цели «нулевые дефекты в качестве» выпускаемой продукции.
5. Раннее предупреждение — научный подход к концепциям управления оборудованием, позволяющий исключить потери на производстве и упростить выпуск качественного продукта.
6. Обучение на местах — сотрудники должны быть обучены в соответствии с требованиями по улучшению квалификации для эксплуатации и технического ухода за оборудованием.
7. Безопасность труда, окружающая среда и здравоохранение: требование по исключению аварий на предприятии.
8. Применение TMP в административных областях — потери устраняются в непрямых производственных подразделениях.
3.2.3. Теория ограничений (TOC)
Системный подход — направление методологии научного познания, в основе которого лежит рассмотрение объекта как системы: целостного комплекса взаимосвязанных элементов; совокупности взаимодействующих объектов; совокупности сущностей и отношений [9].
Множество моделей, построенных в голове, являются несовершенными. Люди из-за способности упрощать, часто допускают ошибки при построении систем в голове — в результате отсутствуют важные для всего процесса детали.
Чтобы наглядно продемонстрировать идею системного мышления попросим нарисовать велосипед. Как правило полученный результат «не едет»: отсутствуют педали, спицы, тормозная система, цепь (см. Рисунок 22).

Рисунок 22. Иллюстративный пример использования представления систем
Конечно же, если это справедливо для такой простой системы как велосипед, тогда и для более сложных систем, таких как компании.
Любой бизнес — это совокупность взаимосвязанных между собой процессов, каждый из которых в конечном итоге влияет на прибыль компании. Теория ограничений была разработана Элияху Голдраттом в 1980-е годы. Ее подход состоит в определении и подконтрольным расшитием узкого места любой производственной системы или «бутылочного горлышка». В теории ограничений выделяют пять шагов:
1. Выявление узкого места системы — выявлен цех или отдельное оборудование в цеху, которое не позволяет нарастить производственные мощности;
2. Определение возможных путей по расшитию узкого места системы — например, сокращение времени на переналадку оборудования, либо плановых или внеплановых простоев. На этом шаге методология не предполагает существенных затрат и радикальных решений;
3. Обеспечение возможности работы всех компонентов системы на выявленное узкое место — создание дополнительных запасов материалов перед выявленным узким местом
4. Расшитие узкого места — если шаги 2 и 3 не помогли, тогда рассматриваются более радикальные решения, например, модернизация оборудования;
5. На последнем шаге мы должны обеспечить стабильность работающей системы (исключить вероятность отката к предыдущим показателям) и только после этого запустить цикл заново, то есть вернуться на первый шаг.
Таким образом, Теория ограничений, объединенная с мощным инструментарием Lean Six Sigma, является одной из референтных моделей повышения операционной эффективности любой компании (см. Рисунок 23).

Рисунок 23 — Референтная модель TLS (TOC + LSS)
В конце блока хотел проиллюстрировать взаимосвязь теорий на практике, на примере диагностики, которую мы делали для одной горнорудной компании. Для клиента это был один из первых опытов работы с консультантами, и все на производстве были настроены очень консервативно.
В качестве основы использовали теорию ограничений. Для идентификации узкого места был работан баланс мощностей по каждому переделу Буровзрывные работы — Экскавация — Транспортировка — Склад (погрузочное оборудование и транспортировка) — Обогатительная фабрика.
Использование баланса мощностей помогает структурироваьт работу и направить усилия на ограничивающий перед, а не формировать гипотезы широким фронтом не понимая, какую ценность они принесут клиенту. Пример внедрения методологии Lean и применения балансировки мощностей описан в статье: «Внедрение LSS на промышленных предприятиях группы Dtek» [13].
По каждому переделу было разработано дерево факторов, в котором наглядно видно все показатели, которые влияют на конечный объем и самое главное их влияение.
Для определения потенциала по каждому фактору (простою) использовалась методика Six Sigma. У клиента на производстве была уже внедрена продвинутая система диспетчеризации, которая использовалась только для учета рейсов и закрытия заработной платы водителей по сделке. Какой-либо аналитики и работы с отклонениями на производстве не проводилось. Были выгружены данные по каждому простою за последние 1,5 года и построены графики нормального распределения. Анализ показал значительную вариативность по каждому простою, простои машины на пересменке мог варьироваться от 5 минут до часа, технические перерывы и обеды происходили хаотично, кому как захотелось. Далее все мероприятия уже были направлены на исключение этих простоев и стабилизацю производства.
На этом проекте мы работали вместе с бывшим техническим директором Anglo-American, и он сказал простую мысль, которая изменила мое дальнейшее восприятие работы консультанта: производство должно работать стабильно, а наша задача как руководителей убрать все проблемы, которые приводят к отклонениям.
Методология TOC предполагает взгляд на компанию как на систему. При использовании подхода возможно получить результат, который будет отличаться от традиционных решений. Такой подход позволяет выходить за рамки регламентов и нарушить КПЭ отдельных функциональных направлений в угоду общей прибыли компании.
Пример 1. Отдельная функция принимает решение за всю компанию. На практике мы сталкивались с тем, что в крупных производственных и добывающих компаниях службе, отвечающей за закупочную деятельность, устанавливается КПЭ на экономию от закупочной деятельности. В большинстве случаев компания принимает решение не покупать материалы и запчасти, необходимые для основной производственной деятельности, если они не принесут целевых значений по экономии от закупочной деятельности. В результате компания не может произвести товары и услуги в обьеме, необходимом для удовлетворения спроса. Вместо того, чтобы закупить материалы, произвести товары и увеличить общую прибыль, компания не может выполнить производство из-за невыполнения КПЭ отдельной службы. При экономически-ориентированном подходе, перейти на закупку малыми партиями для повышения гибкости, в ущерб закупки крупными партиями для достижения экономии от масштаба при закупочной деятельности может оказаться более выгодно для компании в целом.
Пример 2. Производство (наиболее) маржинального товара. Компания отдает приоритет производству более маржинальной продукции и отказывается от выполнения немаржинальных заказов, в результате общая прибыль меньше (убыток больше), чем мог бы быть. Не редко оказывается полезным принимать решение по исполнению менее маржинальных заказов. Как ни странно, быстрой победой оказывалось решение: пересмотреть ассортиментную матрицу, отказаться от части продукции, потеряв часть выручки, однако оптимизировав портфель продукции на следующий период, увеличить общую прибыль (сократить убыток).
Следующий год мы внедряли все эти мероприятия на ГОКе, и по результатам проекта получилось увеличит объемы производства на 25% (без капитальных затрат), но что более ценно изменилась сама компания.
3.2.4. KAIZEN
KAIZEN — это методология непрерывших улучшений, которая, как правило, не предполагает значительных финансовых и временных затрат. Это набор инструментов и принципов по реализации глобального улучшения всех процессов организации. Кайдзен иногда еще называют методом промежуточных целей или методом маленьких шагов. Кайдзен содержит в себе как управленческие принципы, направленные на развитие менеджмента (постоянное повышение целей, пересмотр текущего состояния, активное слушание) так и практические инструменты улучшения [15].
Мой любимый пример, иллюстрирующий поход KAIZEN представлен на сайте GembaAcademy.com, где эксперт LSS проводит эксперимент на своей кухне с привлечением своей 5-летней дочки.

Ссылка на видео: https://www.youtube.com/watch?v=E6rRHqb5MV0
3.2.5. Производственная система компании
Хорошим тоном и практикой современных компаний является создание собственного бренда производственной системы: «производственная система Сбербанка», «производственная система P&G», «Производственная система Северсталь».
Производственная система — это система постоянного совершенствования методов работы, которая требует вовлечения всех сотрудников. Примеры целей внедрения производственной системы: повышение качества обслуживания; увеличение продаж продуктов компании на каждого сотрудника; сокращение избыточных мощностей.
Каждая компания может создать собственную производственную систему, и каждый лидер может привносить свои изменения. Объединив и настроив под свою бизнес-модель и под свою компанию такие философии, которые подходят именно вам (например — LSS, TPM, TOC), с принципами, которые подходят вашему стилю управления (например — «лидерство», «личностная мотивация») вы уже создадите собственную уникальную производственную систему.
Успешно внедрив «производственную систему» на своем предприятии, вы фактически создадите продукт, который можно пиарить и тиражировать на другие компании.
Приведем пример методологии консалтинговой компаниий, специализированной на повышение операционной эффективности (см. Рисунок 24):
• Six Sigma — устранение отклонений. Основной принцип — продукт лучше, если минимизированы отклонения в процессе производства.
• Lean production — устранение потерь. Принцип — снижение потерь повышает производительность системы.
• Теория ограничений — расшитие «узких мест». Принцип — систематическое выявление «бутылочного горлышка» в процессе, которое необходимо исключить.
• Производственная система, предлагаемая консалтинговой компанией — сокращение числа остановок. Принцип — максимизация совокупного времени работы оборудования за счет определения оптимальной скорости его работы, систематической диагностики и обслуживания.

Рисунок 24 — Иллюстрация различных производственных систем
Важной составляющей для каждой «производственной системы» компании является успешность ее внедрения. В случае если руководители воспринимают «производственную систему» как способ сокращения численности, тогда внедрения не произойдет. Однако если удается организовать вовлечение каждого сотрудника, тогда можно считать, что вы успешно создали производственную систему, например, за счет поощрения участия, развития личностных качеств сотрудников.
Чтобы стало более понятно, приведу пример «ключевого фактора успеха» для производственной системы P&G. Им является Leadership. Это означает отношение руководства к сотрудникам по принципу: «Не на тебя работает 100 человек. Ты работаешь на 100 человек». Я был очень воодушевлен, когда первый раз на induction узнал о таком отношении компании к менеджменту. Когда я впоследствии приходил делать проекты в новые компании, то всегда с гордостью приводил этот пример и сам всегда старался быть примером.
3.3. Ключевые показатели повышения операционной эффективности
Основная и главная идея операционной эффективности — это достижение более хорошего конкурентного положения компании в глазах потребителя. Таити Оно говорил, что цель Lean — это сокращение времени от начала производства до доставки продукта потребителю. Позднее было добавлено, что «в том качестве, за который потребитель готов платить».
Поэтому самые важные КПЭ операционной эффективности обычно совпадают с целями повышения эффективности компании — рост прибыли, удовлетворение потребителей, рост рынка и т.д. Но для оценки усилий команды изменения, а также сравнения предприятий между собой и создания мотивации на ускорении изменений часто используют показатели указанные ниже.

3.4. Основные методы и инструменты операционной эффективности
Ниже приведен перечень лучших практик (инструментов), которые нам встречались на практике при продаже и реализации наших проектов повышения операционной эффективности. Таблица содержит краткое описание инструментов, чтобы дать общее представление о каждом. В тексте раздела представлено подробное описание самих инструментов и примеров их применения.
Этап — Определение (Define)
1. Паспорт проекта. Одностраничный документ, который содержит всю значимую информацию по проекту: цели и задачи, плановые сроки старта и окончания, бюджет проекта, состав команды.
2. Карта SIPOC. Подход к отрисовке процесса с разделением на поставщиков, входы, выходы и клиентов процесса. Помогает структурировать процесс для дальнейшего анализа и работы с ним.
3. Диаграмма сходства (Affinity Diagram). Карта для структурирования большого количества выявленных проблем по областям/направлениям деятельности позволяет структурировать направления повышения эффективности.
4. Диаграмма Парето. Позволяет расставить приоритеты у проблем и выявить направления дальнейшей работы
Измерение (Measure)
5. Карта потока создания ценности (Value Stream Map). Определяет на карте движение материальных и информационных потоков. Учитывает уровни запасов, основные характеристики процессов и механизмы контролей.
6. Контрольные карты (Control Charts). Вид графика, позволяющий определить отклонение показателей процесса от допустимого значения отклонений. Применяется в ИТ-инструментах анализа рынка акций, продаж, производительности, контроля качества выпускаемой продукции, выявления ошибок отдельного процесса.
7. Балансировка мощностей. Позволяет определить узкое место, оценить возможный потенциал производительности.
Этап — Анализ (Analyze)
8. Время такта процесса. Показатель, который применяется для выявления узкого места в бизнес-процессе
9. «5 Почему?». Инструмент используется для выявления «корневых причин» (истинных причин) возникновения проблем
10. Диаграмма добавленной ценности (Value-Added Flow Chart). Разделяет все операции в процессе на «добавляющие стоимость» и «не добавляющие стоимость».
11. Диаграмма «плавательные дорожки» (Swimlane Diagram). Помогает распределить функциональную ответственность
12. Диаграмма «спагетти» (Spaghetti Diagram). Отображает направление материальных и информационных потоков в процессе.
13. Блок-схема (Flow Chart). Показывает точки принятия решений в процессе для отображения логики «если, то». Помогает структурировать процесс для дальнейшего анализа и работы с ним.
14. Диаграмма Исикавы (Рыбья кость, Диаграмма 4М). Служит для систематического выявления причин проблем проекта и занесения их на график.
Этап — Улучшение (Improve)
15. Мозговой штурм (Brainstorming). Командный подход для совместной разработки решений с применением опыта участников «мозгового штурма». Мощный инструмент для выявления проблем и разработки решений. Правильная организация и модерирование этого процесса позволяют достичь наилучших результатов.
16. Референтные модели. Системный подход по совершенствованию внутренних бизнес-процессов, ориентированный на лучшие практики.
17. «5S». Система организации и рационализации рабочего места
18. Poka-yoke (Защита от дурака). Подход предполагает применение «защиты от дурака»
19. KANBAN. Подход для организации материального потока, который предполагает автоматическое пополнение материала с использованием специальных карточек, определяющих потребность в пополнении материала.
20. Отложенное производство (postponement). Подход, при котором производство готовой продукции отодвигается максимально близко к конечному потребителю (клиенту компании). Позволяет существенно сократить запасы готовой продукции в цепи поставок за счет снижения товарного ассортимента.
21. SMED (Быстрая переналадка). Инструмент оптимизации повторяющихся операций, в основном переналадка оборудования, но может быть использован и для оптимизации повторяющихся непроизводственных процессов, содержащих в себе этап подготовки.
22. Дерево ключевых характеристик качества продукта (Critical to Quality Tree). Инструмент декомпозиции выпускаемого на рынок продукта / оказываемой услуги на объективные (которые легко измерить) для клиента характеристики
23. Система по сбору идей. Один из популярных подходов, позволяющих систематически использовать человеческий капитал компании для разработки инициатив повышения операционной эффективности. Позволяет через «информационные ящики» собирать с сотрудников идеи по улучшению процессов и операций.
24. Матрица приоритизации инициатив. Позволяет определить, какие инициативы должны выполнять в первую очередь, какие во вторую и в третью (от быстрых побед до стратегических проектов). Используется комплексная оценка всех Выгод и Затрат от реализации инициатив.
Этап — Контроль (Control)
25. Стандартная операционная процедура (Standard Operational Procedure). Качественное описание стандартной операционной процедуры является залогом качества исполнения операций
26. Инструменты визуального контроля. Инструменты, используемые для контроля исполнения процесса.
27. Стандарт работы руководителя. Это набор инструментов по правильной организации работы руководителя, а для работника подтверждение того, что руководитель следует требованиям компании. Набор состоит из таких инструментов как: визуализация, обратная связь, Беседы по эффективности, линейные обходы, приверженность безопасности, решение проблем, управление, наставничество, каскадирование видения.
28. FIMEA. Инструмент работы с рисками. FMEA (Failure Mode and Effects Analysis) — анализ видов и последствий отказов, представляет собой структурированный подход к выявлению потенциальных отказов (дефектов) которые могут существовать при создании продукта или разработки процесса.
3.4.1. Паспорт проекта
Паспорт проекта используется на стадии Define цикла DMAIC, когда необходимо разработать план реализации проекта. Паспорт проекта помогает в организации выполнения инициатив в компании — формально закрепить факторы успеха проекта и цели, сроки по проекту, команду, бюджет (см. Рисунок 25).

Рисунок 25 — Иллюстративный пример «паспорта проекта»
Паспорт проекта должен умещаться на 1 странице и содержит следующие основные разделы:
1. Краткое описание проекта — что за ситуация, либо проблема с которой компания столкнулась. Поможет по прошествии времени не забыть в какой ситуации мы находились и почему решили запустить наш проект;
2. Бизнес-задача — содержит описание цели, которую мы перед собой ставим. Поможет, оглядываясь назад сделать вывод «удалось/не удалось» достичь результатов;
3. Управление проектом — содержит данные по менеджеру, спонсору проекта, также его уникальный номер. Когда в компании множество проектов, то создается реестр, который позволяет вести учет всех проектов, планировать затраты, ресурсы, нагрузку на менеджеров проектов;
4. КПЭ проекта — обязательный раздел, которые содержит все ключевые метрики по вашему проекту. В зависимости от типа проекта набор метрик будет меняться, однако следует выделить основные: окупаемость проекта, внутренние ресурсы компании, планируемые затраты CAPEX и OPEX, внешние сервисы, ключевые вехи вашего проекта и наиболее значимые риски проекта.
3.4.2. Карта SIPOC
Карта SIPOC — является эффективным инструментом, позволяющим эффективно определять ключевых поставщиков и клиентов, а также входы и выходы процесса. Есть множество инструментов отрисовки бизнес-процессов, однако я использовал карту SIPOC для того, чтобы быстро разобраться в процессах из новых областей (например, технологические процессы обогащения руды, изготовления слябов или фабрика продуктов питания) (см. Рисунок 26):

Рисунок 26 — Иллюстративный пример использования карты SIPOC
Как можно использовать карту
1. Позволяет прозрачно определить влияние поставщиков на качество входных параметров в процесс.
2. Позволяет прозрачно определить клиентов (как внутренних, так и внешних), а также выявить результаты, которые получают клиенты процесса.
3. Позволяет выявить нежелательные потери по выходу для клиента.
3.4.3. Диаграмма сходства (Affinity Diagram)
Диаграмма сходства — это инструмент, который позволяет группировать большие объемы языковых данных (идеи, мнения, проблемы) по областям. Инструмент как правило используется для классификации большого объема информации, полученного в ходе интервью, сбора данных об обращениях пользователей в ИТ-поддержку (как ИТ-обращения, так и в централизованные центры: НСИ, методология закупочной деятельности).
Давайте рассмотрим простой пример применения диаграммы сходства для группировки проблем, связанных с внедрением LSS в организациях (см. Рисунок 27).

Рисунок 27 — Пример использования диаграммы Affinity
3.4.4. Диаграмма Парето
Диаграмма Парето — это столбчатая диаграмма, на которой интервалы (столбики) упорядочены по нисходящей линии. На такой диаграмме интервалы могут представлять виды дефектов, их локализацию, ошибки. А высота интервалов (высота столбиков) — частоту возникновения дефектов, их процентное соотношение, стоимость, время.
Диаграмма Парето является графическим отображением правила Парето. В менеджменте качества применение этого правила показывает, что значительное число несоответствий и брака возникает из-за ограниченного числа причин; если коротко, то правило Парето формулируется как 80 на 20. Например, если применить это правило по отношению к дефектам, то окажется, что 80% дефектов возникает из-за 20% причин.
Диаграмма Парето используется для выявления наиболее значимых и существенных факторов, влияющих на возникновение несоответствий или брака. Это дает возможность установить приоритеты для решения необходимых проблем.
Диаграмма Парето строится в следующем порядке:
1. Определяется проблема, которую необходимо решить (например, дефектные изделия, стоимость потерь от брака и т. п.).
2. Выбирается тип данных (фактор) для анализа, который наиболее полно сможет охарактеризовать проблему (например, дефекты, их локализация, объем потерь, затраты), он затем разбивается на подтипы.
3. Определяются KPI (например, количество дефектов, частота, процент затрат).
4. Статистические данные собираются, систематизируются и сортируются в порядке убывания.
5. При необходимости назначаются веса для каждого типа данных.
6. Строится столбчатая диаграмма, на которой отмечаются подтипы данных и их величина. В прямоугольной системе координат по горизонтали откладываются равные отрезки, соответствующие подтипам данных, а по вертикали отмечается величина этих данных в порядке убывания.
7. Вычисляется и отображается на диаграмме линия суммарных значений (например, накопленных процентов) (см. Рисунок 28).
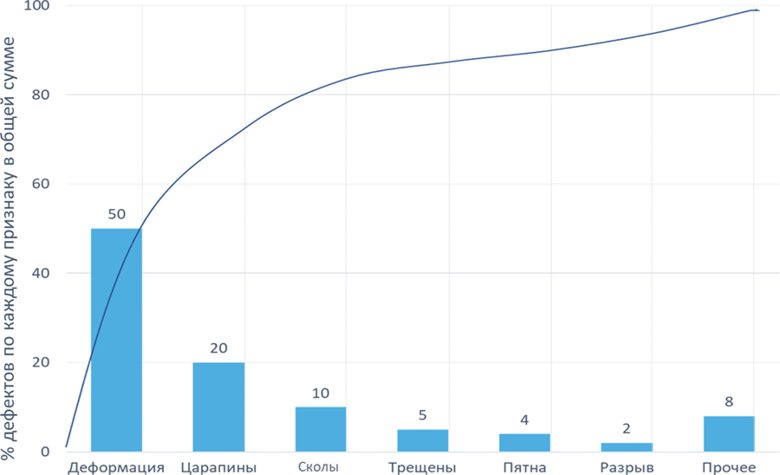
Рисунок 28 — Накопительный итог (правило Парето)
8. Выполняется анализ полученных результатов для разработки необходимых действий по решению проблемы.
Диаграмма Парето широко применяется консультантами для приоритизации работ. Например, последний раз я применял этот инструмент для разработки мероприятий по сокращению прироста невостребованных запасов МТР (см. Рисунок 29)

Рисунок 29 — Причины возникновения неликвидного запаса, млн руб.
Понимая структуру причин образования неликвидных запасов, можно планировать трудозатраты на инициативы соразмерно их потенциальным эффектам. В данном случае, мы видим, что в первую очередь необходимо максимально:
1. Стандартизировать планирование потребности, исключив экспертный метод. Потенциальный эффект — 70,5 млн руб. (47% от 151 млн руб.)
2. Запустить процесс продажи или утилизации неликвидов — 32,5 млн руб. (21% от 151 млн руб.).
3. Анализ целесообразности закупки больших партий (сверх заказанного) — закупщик для получения скидки от объема заказывал поставщику больше, чем нужно компании, а потом отчитывается за экономию от закупленных без потребности МТР. Если ограничить возможность закупщику закупать сверх необходимого объема и сравнивать выгоды для компании от затрат на образование неликвидов, то потенциальный эффект составит 27,35 млн руб. (18% от 151 млн руб.)
Итого проблема больше частью будет решена (на 86%). Во вторую очередь мы уже занимаемся анализом работы заказчиков:
4. Заказчик не доверяет снабжению и указывает материалы, которые ему понадобятся через год как потребность, которую необходимо обеспечить через 6 месяцев. Выявить такие случаи на большом объеме данных крайне сложно: количество заказчиков достигает нескольких сотен, а количество материалов для обеспечения — нескольких десятков тысяч. Если мы эту инициативу выполним, то потенциальный эффект от ее реализации достигает 20,65 млн руб. (14% от 151 млн руб.)
3.4.5. Карта потока создания ценности (Value Stream Map)
Карта потока создания ценности (VSM) описывает последовательность и способы передачи информации и материалов, отражает количество дефектов, переработок, позволяет рассчитать полезное время процесса.
Информация, отображаемая на карте (см. Рисунок 30):
• основные этапы процесса;
• движение материального потока;
• движение информационного потока;
• характеристики этапов процесса — количество задействованных операторов на процессе, время исполнения, запасы, производительность этапа;
• места появления дефектов в процессе;
• ценность этапов — для клиента (выдача наличных, получение справки), для бизнеса (организация закупок, продажи, финансовый учет) или не добавляющие ценности (контрольные процедуры, все циклы повторной работы, списания материалов);
• длительность этапов и ожидания.

Рисунок 30 — Пример использования карты VSM
Проекты повышения операционной эффективности выполняются с определенным подходом, строго в соответствии с разработанной методологией:
• Шаг 1. По заданным направлениям (например — управление производством, управление персоналом, управление закупочной деятельностью, управление логистикой и др.) проводится анализ с применением инструментария LSS. Например, для исследования процесса производства для крупной нефтехимической компании мы собирали в одну аудиторию всех участников бизнес-процесса производства. Важно, чтобы представитель каждой функции, которая прями или косвенно участвуют в процессе, присутствовал на семинаре, при этом число участников было управляемым и не превышало ~6–8 человек (см. Рисунок 31).

Рисунок 31 — Пример отрисовки процесса VSM
• Шаг 2. Отрисовка текущего процесса с помощью инструментов диагностики LSS участниками семинара, на котором определяются основные «узкие места» в процессе. Участникам семинара предлагается описать «болевые точки» в процессе со стороны (точки зрения) каждого участника рассматриваемого процесса. Каждый участник в течение выделенного времени (15 минут) записывает на стикере проблему. По прошествии времени предлагается наклеить «проблемы» на схему процесса. Модератор фиксирует описанные проблемы в процессе.
• Шаг 3. Разработка проекта решений для озвученных участниками проблем происходит в формате мозгового штурма. Если не получается найти решение сразу либо его разработка требует дополнительного времени, решение выносится за рамки совещания. Например, как в отрисовке целевого бизнес-процесса или проработке возможности технической модернизации оборудования, или разработке ФТТ на автоматизацию ИТ-решения.
• Шаг 4. Оценка инициатив (разработанных решений) с использованием матрицы приоритизации (см. описание в параграфе 3.4.23 СИСТЕМА ПО СБОРУ ИДЕЙ). При этом каждая инициатива должна быть соразмерна решаемой проблеме. Подготовка паспортов решений для старта проектов.
• Шаг 5. Утверждение дорожной карты реализации инициатив.
3.4.6. Контрольные карты (Contral Charts)
Контрольные карты, или карта Шухарта, — это визуальный инструмент отслеживания изменений параметров процесса или системы (реже — показателей продукта) во времени.
В зависимости от типа наблюдаемых данных, различают контрольные карты по качественному и количественному признакам. Контрольные карты по качественному признаку используются исключительно для атрибутивных наблюдений (таких как: наличие, наименование и/или тип ошибки/дефекта) и когда нет возможности встроить Poka Yoke или провести валидацию в ходе запуска процесса.
Статистический контроль процесса в целом и контрольные карты в частности нужны для контроля стабильности процесса. Это подразумевает:
• отслеживание поведения процесса — изменений его показателей во времени;
• определение стабильности процесса — идентификацию общих и специальных причин вариации;
• своевременное выявление выхода процесса из-под контроля — фиксацию признаков выхода процесса из устойчивого состояния;
• своевременную корректировку процесса.
3.4.7. Балансировка мощностей
«Балансировка мощностей» — выравнивание времени выполнения этапов процесса (см. Рисунок 32).
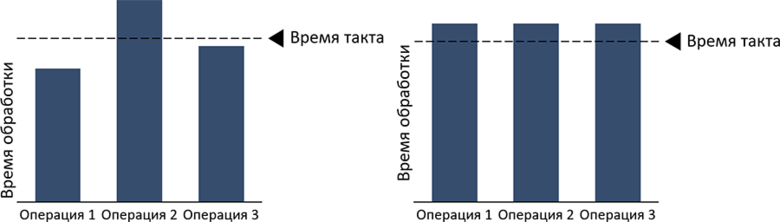
Рисунок 32 — Иллюстрация применения балансировки мощностей
Когда выполняется балансировка, необходимо учитывать вариативность спроса, так как балансировка процесса точно в соответствии с частотой спроса приводит к:
• возникновению узких мест из-за вариативности во времени исполнения;
• возникновению узких мест из-за вариативности в частоте спроса.
Поэтому необходимо предусматривать 10–15% задел времени на отклонение от стандарта.
Балансировка мощностей позволяет определить узкое место в производственной системе. Рассмотрим пример применения инструмента на проекте в горнодобывающей компании (см. Рисунок 33). Мы видим, что уровень производства ограничивается производительностью на этапе «Грохочение» — 738 тонн руды в месяц. То есть, компания не может обогатить руды больше, чем это позволяет производственный передел с наименьшей производительностью.
Анализ узкого места, позволяет определить возможные источники потерь. В нашем случае, на переделе «Грохочение» установлено, что 369 тн/мес. потерь устранимы. Например, такими потерями могут быть:
• Несбалансированность обогатительных мощностей и карьера;
• Простои оборудования по причине ошибок в организации планирования и ремонтов.
Понимание источников потерь, в свою очередь, позволяет точечно определить инициативы повышения эффективности.

Рисунок 33 — Иллюстрация сбалансированного процесса, тн/месяц
3.4.8. Время такта процесса
Если вы хотите синхронизировать темп производства с темпом продаж и контролировать соответствие факта плану, то необходимо рассчитать показатель времени такта процесса. Использование данного показателя позволяет контролировать соответствие производства спросу и избежать перепроизводства вашего продукта. «Время такта» рассчитывается как отношение доступного времени для производства продукции в день к общему количеству спроса (потребности в продукте). Например, месячная потребность в продукте (например, спроса на рынке или производственного цеха) составляет 300 единиц, тогда в день необходимо производить 30 единиц (такт производства). В случае, если производить больше, тогда возникают дополнительные затраты на замороженный капитал, а если производить меньше — дефицит.
Такт позволяет отслеживать соответствие объемов выпускаемого продукта спросу на продукт. Фактически позволяет мониторить три ключевые метрики:
1. Плановый объем работы по производству для каждого передела в сутки.
2. Необходимую для выполнения плана скорость производства на каждом переделе.
3. Фактическое соответствие плановым объемам на переделах для оперативного принятия решений.
Время такта рассчитывается как отношение доступного производства за день к спросу за день. Например, в день нужно произвести 30 единиц, а производственных мощностей достаточно для производства 10 единиц, тогда время такта равно 3 дня.
Продолжая пример выше, — для производства 30 единиц в день требуется задействовать 3 цеха, каждый из которых должен обрабатывать сырье в объеме 9 котлов, 1500 слябов и 30 обработок. Таким образом, вы знаете требуемую производительность каждого цеха и можете планировать производственный процесс, а в случае возникновения отклонений — своевременно принимать корректирующие мероприятия.
3.4.9. «5 почему»
Инструментом, позволяющим определить корневые причины возникающих проблем и способствующим нахождению оптимального способа их решения, является метод «5 почему». Техника, используемая для изучения причинно-следственных связей, лежащих в основе той или иной проблемы. Основной задачей техники является поиск первопричины возникновения дефекта или проблемы с помощью повторения одного вопроса — «Почему?». Каждый последующий вопрос задается к ответам на предыдущий вопрос. Количество «5» подобрано эмпирическим путем и считается достаточным для нахождения решения типичных проблем.
Данный метод не предлагает жестких правил и ограничений вроде того, какие вопросы задавать и/или как долго следует продолжать задавать вопрос для поиска дополнительных причин [23].
Пример использования «5 почему»:
Двигатель не заводится (проблема).
• Почему? — Сел аккумулятор
• Почему? — Не работает генератор
• Почему? — Проблемы с ремнем генератора
• Почему? — Ремень был в порядке до этого момента, но ни разу не менялся
• Почему? — Автомобиль не проходил должного технического осмотра по рекомендуемому графику
Вопросы для этого примера можно продолжать задавать и дальше, но пять вопросов, как правило, позволяют найти первопричину.
Рассмотрим пример повышения эффективности складского хозяйства, который мы применили в крупной горнодобывающей компании. Мы определили, что сотрудники жалуются на наличие 19 проблем, после проведения анализа по трем источникам:
1. Интервью исполнителей на местах
2. Письмо-жалоба сотрудников на организацию работ
3. Еженедельные совещания с исполнителями на местах «комната плача»
Получив описание проблем в свободном формате, мы составили «дерево проблем» по подходу «5 почему» и вышли на корневые причины. Всего оказалась 51 «корневая причина» в эффективности складского хозяйства, для каждой из которых было разработано 51 решение. Обратите внимание, что подход по работе с корневыми причинами гарантирует полноту перечня решений, так как вы разрабатываете решения не под 19 симптомов, а для решения 51 корневой проблемы.
Инициативы разрабатываются уже для корневых проблем. Всего мы выделили следующие группы решений (см. Рисунок 34):
1. Процессные улучшения
2. Оптимизация оргструктуры
3. Автоматизация операций
4. Ключевые показатели эффективности
5. Инвестиции в инфраструктуру

Рисунок 34 — Дерево решений повышения эффективности складского хозяйства
3.4.10. Диаграмма добавленной ценности (Value-Added Flow Chart)
Деятельность предприятия условно можно разделить на несколько видов [10, 47, 48]:
• создающие ценность — операции, добавляющие ценность продукту, свойства и качества, нужные потребителю;
• не создающие ценность — операции, не добавляющие ценности продукту, но необходимые для выполнения законодательных, технологических норм, требований безопасности;
• потери — операции, не добавляющие ценности продукту и не являющиеся необходимыми.
Диаграмма добавленной стоимости помогает определить какие шаги процесса добавляют ценности конечному продукту в глазах клиента и на чем необходимо сфокусировать внимание при работе над повышением эффективности процесса. В результате применения данного инструмента вы получаете картину по времени, затраченному на не добавляющие ценности операции (см. Рисунок 36)

Рисунок 36 — Иллюстративный пример использования карты Value-Added Flow Chart
Функции, не добавляющие ценности, необходимо сокращать. Пример проведения такого анализа на производственных подразделениях горно-обогатительного комбината представлен ниже (см. Рисунок 37).

Рисунок 37 — Распределение времени РСС основных производственных подразделений ГОКа
Реализация инициатив, направленных на сокращение операций, не добавляющих стоимости до 30%, позволит высвободить до 112 часов:
1. Централизация функции планирования ТМЦ позволит высвободить до 20% времени сотрудников (16 час.)
2. Внедрение электронного документооборота, подготовка шаблонов и предзаполненных форм позволит высвободить до 50% времени на оформление документации (36 час.)
3. Консолидация ответственности контролирующих функций по выполненным работам позволит высвободить до 20% времени на контрольные процедуры (32 час.)
4. Автоматизация и унификация составления отчетов средствами 1С и Excel позволит высвободить до 50% времени на работу с отчетностью (28 час.)
3.4.11. Диаграмма «Плавательные дорожки» (Swimlane Diagram)
Один из любимых консультантами способов описания сложных процессов, в которых задействовано множество участников, — swimlane diagram, или диаграмма «плавательные дорожки».
С помощью «плавательных дорожек» очень хорошо описываются офисные процессы.
Что такое «плавательные дорожки»? Это алгоритм выполнения процесса, поделенный на линии, полосы, «дорожки», в каждой из которых собираются действия, выполняемые одним из участников. Дорожки могут располагаться как вертикально, так и горизонтально (см. Рисунок 38)

Рисунок 38 — Пример диаграммы Swimlane
Предположим, в каком-то офисном процессе участвуют несколько человек: клиент, региональный менеджер, продуктовый менеджер, контролер, менеджер проекта. Каждому из них на диаграмме выделяется своя «дорожка». Элементы процесса располагаются на дорожках в соответствии с тем, кто что выполняет.
Диаграмма позволяет не только видеть последовательность действий, но и моменты, когда ответственность за процесс переходит от одного участника к другому. Чаще всего в неотлаженных процессах именно в этих точках и возникает вид потерь под названием «ожидание»: например, документы или информация накапливаются перед тем, как их передадут в другой отдел или другому сотруднику, либо уже переданная информация ждет появления этого сотрудника для того, чтобы он поставил свою визу. В других случаях кроме ожидания возникают потери в виде лишних перемещений информации и ее переделок, когда какой-то части из всего набора данных не хватает.
Чтобы оптимизировать процесс с помощью диаграммы «плавательные дорожки», нужно свести к минимуму количество передач процесса между участниками. В идеале каждый должен участвовать в процессе один раз на всем его протяжении, как в эстафете: пробежал свой этап, передал заказ — эстафетную палочку — следующему по процедуре участнику, и все, больше не возвращайся к этому заказу. Для каждого момента передачи эстафетной палочки должен быть составлен полный набор информации, которая должна передаваться. Если чего-либо не хватает, это будет означать, что процесс остановится и все участники будут ждать, пока не появится необходимая информация.
Можно дополнить «плавательные дорожки» шкалой времени, которая отражает длительность отдельных операций, тогда получится комбинированная функционально-временная диаграмма процесса.
3.4.12. Диаграмма Спагетти
Диаграмма спагетти — это инструмент визуального контроля движения материального или информационного потока. Применение инструмента позволяет наглядно зафиксировать весь маршрут, который проходит оператор во время исполнения процесса (например, сотрудник в офисе, клиент банка, мастер по ремонтным работам в цеху). Нанесение на карту линий, отображающих движение оператора, визуально получается «лапша», отсюда и возникло название (см. Рисунок 39).

Рисунок 39 — Иллюстративный пример использования диаграммы «Спагетти»
Для повышения операционной эффективности в ремонтном цехе мы с командой разбились на рабочие группы, в каждой из которых присутствовал один тренер (обученный LSS-специалист) и до 7 человек из различных отделов. В рамках обучения мы взяли для исследования процесс «диагностика подвески карьерного самосвала — БелАЗ». В рамках полносменного наблюдения была построена диаграмма спагетти. Полученные данные мы оформили в результат диагностики, указав общее расстояние и время, затраченное мастером ремонтного цеха (время на переход в склад и поиск там необходимых запчастей) (см Рисунок 40).

Рисунок 40 — Диаграмма спагетти — перемещение слесаря
Определили структуру потерь времени мастера цеха (см Рисунок 41).

Рисунок 41 — Основные потери времени
Описание причин потери времени:
1. Лишние перемещения вызваны отсутствием оптимальной последовательности выполняемых операций.
2. Потери времени на поиск инструмента вызваны неоптимальной схемой расположения инструмента и отсутствием перечня необходимого инструмента для выполнения каждой отдельной операции.
3. Потери времени при использовании непроизводительного или неподходящего оборудования и инструмента (например: использование домкрата с недостаточной грузоподъемностью — приходилось поднимать каждую балку по отдельности).
Отображение информации в подобном виде позволяет быстро разработать решения для сокращения движений в рамках процесса:
1. Перепланирование организации рабочего пространства.
2. Использование сумки-пояса для ношения инструментов с собой и сокращения времени на передвижение по цеху.
3.4.13. Блок-схема (Flow Chart)
Тип диаграммы, который показывает точки принятия решений, критерии принятия решений по процессу и описывает логику «что, если». Использование данного инструмента позволяет наглядно отразить последовательность выполнения операций по процессу. Если удалось построить достаточно детализированное описание процесса, то такую диаграмму можно использовать для регламентации процесса (см. Рисунок 42)
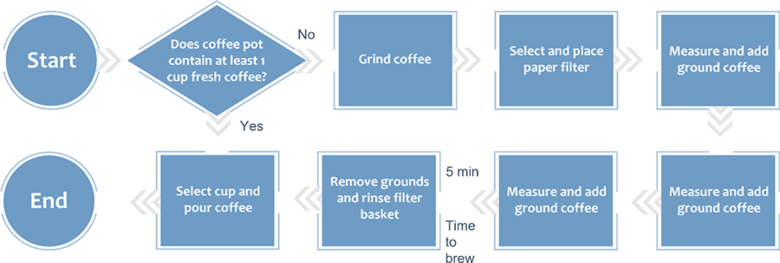
Рисунок 42 — Иллюстративный пример использования блок-схемы
Использование данного типа диаграммы позволяет получить следующие выгоды:
1. Достичь абсолютного понимания процесса среди всех заинтересованных сторон.
2. Выделить точки принятия решений в процессе.
3. Определить операции, не добавляющие ценности производимому продукту процесса.
4. Выстроить командную работу вокруг построенной диаграммы процесса.
Множество различных символов применяется для построения карты процесса. Наиболее распространенные символы представлены ниже (см. Рисунок 43).

Рисунок 43 — Наиболее распространенные символы для построения карты процесса
Microsoft Visio — один из наиболее удобных и распространенных специализированных инструментов для отрисовки схем бизнес-процессов. Всегда лучше начинать отрисовку бизнес-процесса с применением доски для маркеров, флипчарта либо просто стены и стикеров. Описание подхода в общем виде:
• Шаг 1. Определить шаги бизнес-процесса (также их называют задачами или функциями бизнес-процесса).
• Шаг 2. Каждому шагу бизнес-процесса необходимо присвоить свой символ.
• Шаг 3. Соединить между собой все шаги бизнес-процесса с использованием стрелок, отображающих движение материального или информационного потока.
Описание бизнес-процессов с использованием альтернативных инструментах будет представлено далее (4.6.11 ОПИСАНИЕ СХЕМ БИЗНЕС-ПРОЦЕССОВ).
3.4.14. Диаграмма Исикавы
Диаграмма Исикавы, или причинно-следственная диаграмма, представляет собой графический метод анализа формирования причинно-следственных связей. Вид диаграммы при рассмотрении поля исследуемой проблемы действительно напоминает скелет рыбы. Ключевая задача в том, чтобы иметь от трех до шести основных категорий, которые охватывают все возможные влияния. Фактически максимальная глубина такого дерева достигает четырех или пяти уровней. Когда такая создаваемая диаграмма является полной, она воспроизводит достаточно полную картину всех возможных основных причин определенной проблемы. Диаграмма Исикавы представляет собой группу факторов (причин), оказывающих влияние на конечную проблему (см. Рисунок 44):
1. Причины, связанные с человеком, включают в себя факторы, обусловленные его состоянием и возможностями. Например, это квалификация человека, его физическое состояние, опыт.
2. Причины, связанные с методом работы. В рамках данной категории рассматривается то, как выполняется работа, а также аспекты, связанные с производительностью и точностью операций процесса.
3. Причины, связанные с механизмами. К этим причинам относятся факторы, обусловленные оборудованием, машинами, приспособлениями, которые были использованы при выполнении действий.
4. Причины, связанные с материалом. Это все факторы, которые определяют свойства материала в процессе выполнения работы. Например, качество либо его физические и химические свойства.
5. Причины, связанные с контролем. Это все факторы, влияющие на достоверное распознавание ошибки выполнения действий.
6. Причины, связанные с внешней средой. Это все факторы, определяющие воздействие внешней среды на выполнение действий. Это могут быть такие факторы, как влажность, температура, пыль.

Рисунок 44 — Причинно-следственная диаграмма (диаграмма Исикавы)
3.4.15. Мозговой штурм (Brainstorming)
Мозговой штурм — это командный процесс, хорошо организовав который можно получить новые идеи для решения системных проблем в компании. Качество организации «мозгового штурма» во многом определяет успех мероприятия, поэтому не лишним будет озвучить основные правила:
1. Во множестве источников литературы и семинарах указано правило № 1 для проведения мозгового штурма — отсутствие критики предложений участников на этапе генерации идей. Это позволяет не сбивать темп и не демотивировать участников. Как показывает практика, успешные решения зачастую рождаются из идей, которые, на первый взгляд, отнесены к «невозможным».
2. Организация семинара должна предполагать возможность для каждого участника высказаться. Однако если не модерировать сессию, тогда можно получить ситуацию, когда одни участники доминируют и не позволяют другим раскрыть свой потенциал.
Подход к проведению мозгового штурма:
1. Формирование команды — как правило, приглашаются участники, которые прямо или косвенно вовлечены в исследуемый процесс/проблематику.
2. Фиксирование проблемы так, чтобы каждый из участников однозначно видел, например, использование флипчарта.
3. Озвучивание проблемы, чтобы добиваться однозначного понимания среди участников рабочей группы. До начала сессии необходимо проговорить проблему, чтобы убедиться в однозначности трактовки.
4. Озвучивание правил проведения мозгового штурма среди участников: исключение отвлекающих факторов, фиксирование периода проведения сессии для концентрации внимания участников, перерывы во время сессии, определение единого ответственного за фиксирование идей.
5. Подход к проведению сессии. Например, модератор сессии по очереди опрашивает каждого участника для фиксирования идей на доске/флипчарте, пока не останется ни одной новой идеи для фиксирования.
6. Перед завершением необходимо пройтись по полному перечню и убедиться, что тезисы зафиксированы корректно со слов авторов, исключить дублирующие пункты.
7. Сгруппировать зафиксированные пункты по категориям. Не лишним будет упомянуть, что идеальным инструментом для продолжения анализа полученных результатов является диаграмма схожести (Affinity Diagram).
3.4.16. Использование референтных моделей управления
Крупные холдинговые компании разрабатывают собственные референтные (целевые) модели по основным функциональным областям компании, включая описание уровней зрелости функций, например:
1. Эффективное управление закупочной деятельностью.
2. Эффективное управление логистикой.
3. Эффективная организационная структура.
4. Эффективная система мотивации.
5. Эффективное управление производством.
6. Эффективная система организации продаж.
7. Эффективное управление учетом.
8. Эффективное управление рисками.
9. Организация бизнес-планирования.
Использование референтных моделей позволяет задать вектор развития функции и одновременно стандартизировать выполнение бизнес-процессов. Наличие референтной модели означает, что мы формализовали понимание — куда мы хотим прийти с точки зрения управления функцией.
Референтная модель функции планирования и управления запасами состоит из следующих направлений (см. Рисунок 45):
1. Политики и процедуры обеспечивают «правила игры» в оснащении производства материалами. Степень зрелости определяет показатель их формализованности и уровень управления функцией.
2. Цели и КПЭ определяют показатели, для достижения которых работает функция. Функция проходит этапы развития от сервисной до бизнес-партнера.
3. Организационная структура и персонал — основа эффективной деятельности. Залогом эффективного функционирования планирования и управления запасами являются сбалансированная оргструктура, распределение ответственности и компетентный персонал, мотивированный на результат.
4. Наличие в компании программы обучения и управления знаниями является необходимым условием устойчивого и стабильного развития функции.
5. Автоматизация является крайне эффективным инструментом контроля, прозрачности и объективности деятельности. Высокий уровень автоматизации — неотъемлемый атрибут зрелости функции планирования и управления запасами.
6. Ведение плановых цен обеспечивает точность планирования финансовых ресурсов на материалы и услуги.
7. Регистрация потребности позволяет получить консолидированный план потребности в материалах, оборудовании, работах и услугах.
8. Оперативное планирование обеспечения позволяет определить источники обеспечения потребности структурных подразделений с учетом времени, стоимости материалов и оборудования.
9. Управление НВИ/НЛИ сокращает уровень низкооборачиваемых запасов МТР по компании.
10. Управление обеспечением ДЗО позволяет определить источники обеспечения потребности ДЗО с учетом времени и стоимости материалов и оборудования.
11. Определение уровней по категориям запасов позволяет увидеть целевые значения страхового запаса, аварийно-технического запаса.
12. Реализация НВИ сокращает убыток от образования неликвидных материалов и оборудования.

Рисунок 45 — Референтная модель планирования и управления запасами
Каждое направление в референтной модели описывается картой по развитию уровня зрелости (см. Рисунок 46).

Рисунок 46 — Уровень зрелости процесса «Ведение плановых цен» референтной модели
Это иллюстративный пример референтных моделей. Каждая компания в зависимости от своей бизнес-модели, стратегии, положения на рынке и прочих факторов самостоятельно для себя определяет «целевое видение развития функции», поэтому нормально, что эти модели будут различаться в разных компаниях.
Оценка зрелости бизнес-процессов
Часто продаются проекты по анализу зрелости текущих бизнес-процессов компании. Такие проекты стоят от 10 млн руб. до 15 млн руб. Заказчик (руководитель актива) зачастую хочет знать, насколько эффективны внутренние бизнес-процессы. Со стороны консультанта упрощенно можно представить два подхода по анализу бизнес-процессов компании:
1. Консультант заранее готовит опросные листы и направляет их для ознакомления. Конечный перечень вопросов означает, что была проведена предварительная подготовка, повышает качество ответов на вопросы и, конечно же, экономит время сотрудников компании.
2. Консультант приходит на встречу без предварительной подготовки и на ходу начинает придумывать вопросы во время интервью. Этот подход означает, что предварительная подготовка не была проведена и будет затрачено больше времени сотрудников компании, чем это требовалось при подходе.
Анализ бизнес-процессов (БП) компании позволяет определить текущее состояние зрелости БП по отношению к лучшим практикам в разрезе метрик:
1. Степень автоматизации БП (применение ИТ-систем).
2. Отклонения фактического исполнения процесса от зарегламентированного в НРД.
3. Уровень стандартизации БП (наличие возможности выполнять задачи различными способами).
4. Практика использования аутсорсинга (косвенно это свидетельствует о перегрузке/недозагрузке собственных ресурсов).
5. Использование лучших практик.
В результате анализа компания формирует дорожную карту постепенного развития своих БП до целевого значения.
Для оценки зрелости БП компании используются следующие методы:
1. Опросы владельцев БП.
2. Опросы исполнителей БП.
3. Опросы контролирующих органов.
4. Сбор статистики по качеству выполнения БП, сравнение с бенчмарками.
3.4.17. «5 S»
Подход к организации рабочего места, позволяющий сократить потери времени оператора на поиск необходимых инструментов на своем рабочем месте.
Инструмент, как правило, реализуется на 1 примере (пилоте), затем тиражируется на остальные цеха (объекты) предприятия. Подход предполагает выполнение 5 шагов:
1. Sort (Сортировка) — рабочее место полностью очищается, все инструменты выносятся на пол, а еще лучше в другое помещение.
2. Set in order (Наведение порядка) — определение минимально необходимого и достаточного инструмента на рабочем месте, порядка его расположения.
3. Shine (Очистка) — удаление грязи, пыли, пятен с рабочего места, так чтобы оно выглядело чистым.
4. Standardize (Стандартизация) — разработка правил поддержания порядка на рабочем месте.
5. Sustain (Поддержание порядка) — обычно делается фотография рабочего места и вешается на дверцу/стену. Чтобы ответственный сотрудник видел наглядно, в каком состоянии необходимо оставить рабочее место.
Приведем пример реализации «5S» в формате «было — стало» (Рисунок 47)

Рисунок 47 — Пример организации «5S» в подсобном помещении
После внедрения «5S» с рабочего места убраны лишние инструменты, очищено от загрязнений и разводов, ящики для хранения инструментов отмаркированы. Все эти изменения влияют на скорость поиска необходимых инструментов. В принципе приятнее работать за таким местом.
3.4.18. Poka-Yoke (Защита от дурака)
Poka-Yoke — это проектирование решений, которые заведомо защищают людей от оши-бок. Этот подход используется на производстве, в офисе, в ИТ-решениях. Приведу несколько примеров из повседневной жизни, чтобы иллюстративно показать применимость подхода:
Примеры применения Poka-Yoke:
1. Электрическая вилка имеет специальные пазы, чтобы пользователь мог подключить без ошибок.
2. Автомобиль издает звуковой сигнал, в случае если ремень не пристегнут.
3. Раковины имеют отверстия, которые страхуют от переливания воды за края при откры-том кране.
4. Не все знают, что изначально банкоматы были запрограммированы сначала выдавать наличные, потом возвращать карту. Это приводило к тому, что пользователи, получив наличные, забывали карточки в автоматах. Банку приходилось перевыпускать карточки в большом количестве. В результате поменяли подход — сейчас вы сначала забираете кар-ту, потом банкомат выдает наличные.
5. Автопогрузчики на складе программируются таким образом, чтобы подъемник мог вы-двигаться только на определенную высоту (для безопасности).
6. Запрос Windows «а вы действительно
На практике, при проектировании новых бизнес-процессов мы часто применяли такие контроли. Примеры:
1. Служба снабжения контролирует наличие зарегистрированной потребности в материа-лах для своего заказчика, чтобы обеспечить внутненнего клиента несмотря на то, что он мог забыть заявить потребность.
2. При вводе потребности в материалах система контролирует заказчика от ошибки ввода некорректных единиц измерений.
3. Система контролирует наличие лимитов финансирования для финансовой службы.
3.4.19. KANBAN
KANBAN — это японское слово «сигнал» или «карточка», используемое для отображения потребности в материале или информации. Применяется для создания «вытягивающей» системы материального или информационного потока для минимизации случаев «перепроизводства» и сокращения запасов во всей цепочке поставок.
Характеристики работы системы KANBAN:
• Позволяет дать сигнал для пополнения потребленных материалов
• Обеспечивает контроль для работы вытягивающей системы. Поставщики производят продукцию только когда система KANBAN дает сигнал о возникшей потребности.
Можно выделить три типа применения системы KANBAN:
1. Выходом (результатом) применения KANBAN является количество продукта, необходимое для пополнения следующего звена цепочки поставок.
2. Применение KANBAN на производстве позволяет определить количество продукта, необходимого для пополнения потребленного на следующем переделе материала.
3. Сигнал KANBAN показывает, когда запасы достигают «точки перезаказа» для пополнения.
Визуальная иллюстрация применения системы KANBAN представлена на схеме ниже (см. Рисунок 49).

Рисунок 49 — Иллюстративный пример работы по системе KANBAN
KANBAN применяется не только на производстве, но и нашел широкое применение по всем облостям деятельности компании. Приведем также несколько примеров, которые вы тоже встречали:
• логистика (комплектация заказов, подготовка к отгрузке);
• закупки (приоритизация критичных материалов для производства, либо подходящие/сорванные поставки от поставщиков);
• автоматизация (приоритизация карточек задач для команды разработчиков, бизнес-аналитиков и пользователей).
3.4.20. Отложенное производство
Отложенное производство (Postponement) — это бизнес-стратегия, при которой компания отодвигает изготовление готового продукта максимально близко к своему клиенту. Такой подход позволяет сократить запасы компании и время отклика цепочки поставок (скорость обеспечения клиентов готовой продукцией).
Наверняка вы помните, что персональные компьютеры нужно было заказывать для изготовления, никто не хранил запасы из-за большого количества различных модификаций. Материнская плата была единым компонентом с оперативной памятью. Потом производители разделили материнскую плату и оперативную память, что позволило собирать компьютеры под предпочтения клиентов прямо в магазине.
Компания Tesla производит автомобили в полной комплектации, однако некоторые опции изначально отключены, установлено ограничение по скорости. Если покупатель после эксплуатации автомобиля захочет приобрести расширенные функции, то никаких проблем — после оплаты Tesla разблокирует дополнительные функции для своего клиента. При таком подходе компании достаточно производить 1 стандартный продукт для всех своих клиентов, отсутствует необходимость обеспечения производства и хранения нескольких моделей.
3.4.21. SMED (Быстрая переналадка)
Из практики время переналадки на производстве может занимать до 50% от общего рабочего времени. SMED — инструмент бережливого производства, который позволяет существенно сократить время переналадки оборудования на производстве. Применение инструмента происходит в шесть шагов:
1.Сначала необходимо измерить общее время переналадки оборудования. Чтобы не прибегать к экспертной оценке используется время между выпуском последнего изделия до переналадки и выпуском первого изделия из партии после переналадки оборудования. На этом этапе хорошо применять опыт других организаций, сравнивая время переналадки оборудования, проводя бенчмарк. Если предприятие никогда не занималось SMED, то за счет эффекта низкой базы сразу можно определить амбициозные цели по потенциальному сокращению времени переналадки.
2.Проводится анализ процесса переналадки путем выделения операций, которые нельзя разделить на составляющие. Мы использовали контрольные листы, в которых через интервью и наблюдения определяли основные этапы переналадки. Эти операции классифицируются на внутренние (те, что происходят во время переналадки) и внешние (те, что можно выполнять заранее или после процесса переналадки).
3.Удаляются элементы, которые могут быть выполнены за рамками процесса переналадки (до переналадки или уже после). К таким операциям может относится предварительная диагностика оборудования по измерению вибрации или температуры, предварительная очистка (которую можно выполнять до остановки оборудования, например очистка пульта управления оборудованием).
4.Оптимизируются внутренние элементы. Те операции, которые должны выполняться во время переналадки необходимо исследовать на возможность ускорения. Например, за счет упрощения или увеличения ресурсов.
5.Оптимизируются внешние элементы, чтобы сократить общую трудоемкость процесса переналадки. На практике мы всегда пропускали этот шаг, сосредотачивая ресурсы на сокращении времени переналадки (ведь внешние операции не влияют на сокращение времени между партиями).
6.Стандартизировать выполненные изменения процесса переналадки, закрепив их в стандартной-операционной процедуре.
SMED выполняется итерационно. Сначала команда определяет потенциал сокращения времени. После чего постепенно проверяет гипотезы и внедряет изменения. На наших проектах мы в течение двух недель сокращали время мойки оборудования на 22%, а после завершения программы бережливого производства, по отдельным видам оборудования экономия времени достигала до 44%.
3.4.22. Дерево ключевых характеристик качества (CTQC)
Подход предполагает выявление ключевых характеристик выпускаемого продукта либо оказываемой услуги — двигаясь от главной идеи, которую сложно оценить, к специфическим требованиям, которым просто дать оценку. Эффективный инструмент, который применяется на каждом проекте для исключения ненужных клиенту характеристик продукта компании. Позволяет сократить время и себестоимость выпускаемого продукта, оказываемой услуги.
Описание основных шагов для применения дерева ключевых характеристик продукта/услуги (см. Рисунок 50):
1. Определение ключевой идеи продукта/услуги.
2. Определение ключевых драйверов, оказывающих влияние на качество выпускаемого продукта / оказываемой услуги.
3. Определение ключевых характеристик, оказывающих влияние на драйверы выпускаемого продукта, оказываемой услуги.

Рисунок 50 — Схема построения дерева ключевых характеристик продукта/услуги
Приведем пример использования дерева ключевых характеристик (см. Рисунок 51):

Рисунок 51 — Иллюстративный пример применения дерева ключевых характеристик по сервису обслуживания гостиничных номеров
3.4.23. Система по сбору идей
В любой компании и в любом бизнесе у сотрудников всегда есть множество идей относительно того, как можно усовершенствовать продукты, услуги, процессы и прочие элементы, которые и составляют суть работы в компании. Именно сотрудники знают деятельность компании изнутри и досконально, и именно они напрямую общаются с потребителями. Не использовать их ресурс — это управленческая ошибка.
Управление идеями (Idea Management) существует как раз для того, чтобы компании могли этой ошибки избежать. Под управлением идеями понимается структурированный процесс сбора идей от всего персонала и оценки этих идей, которая помогает определить, какие из них самые перспективные.
Исходя из лучших практик система работы с идеями включает в себя:
• Стимуляцию появления новых идей;
• Средства/методы для сбора идей;
• Инструменты для совместной работы (развитие и обогащение идей);
• Систему отбора идей и внедрение;
• Поощрение сотрудников и ведение отчетности.
Сфокусируемся на основных моментах — стимуляция появления новых идей и система отбора и внедрения.
Кампании по сбору идей (стимуляция)
Такие кампании — это специально организованные события, которые подталкивают сотрудников к рождению новых идей, отвечающих конкретным потребностям бизнеса. Кампании по сбору идей — это процесс, который состоит из пяти последовательных этапов:
1. Кампания по сбору идей начинается тогда, когда у компании возникает острая потребность в инновациях, проистекающая из каких-либо проблем и вопросов бизнеса.
2. Продвижение — сотрудников мотивируют принять участие в кампании и разрешить, таким образом, актуальную для бизнеса проблему.
3. Участники кампании в течение установленного периода времени обдумывают возможные идеи, часто в ходе совместной работы.
4. Отбираются самые интересные и многообещающие идеи, их отправляют экспертам для оценки.
5. В итоге наилучшие идеи воплощаются в жизнь.
Теперь мы поподробнее рассмотрим этапы кампании по сбору идей.
Потребность в инновациях. Конкретная потребность в инновациях — это самая суть кампании по сбору идей, так что необходимо как можно лучше проанализировать ее и сформулировать, в каких именно идеях нуждается компания. Итоговое сообщение, которое будет представлено сотрудникам, должно отвечать следующим критериям: краткость и емкость, недвусмысленность, оно должно включать в себя вопрос по типу «Как нам достичь…», «Каким образом нам…» и т. п., в нем не должно быть слишком много вводной информации, чтобы не сбивать сотрудников с толку, в нем не должно быть жестких критериев, которым должны соответствовать идеи, наконец, оно не должно включать в себя готовых решений.
Мотивация. Замотивировать сотрудников к участию в кампании — это всегда важно. Первым элементом должно стать продвижение среди сотрудников ценности инноваций и управления идеями. И здесь очень важно участие представителей топ-менеджмента. Кроме того, пригодятся e-mail-уведомления, плакаты, объявления и прочие тому подобные средства. Второй и очень важный элемент мотивации — это вознаграждения. Речь идет и о публичном признании, и о поощрительных подарках и премиях.
Работа над созданием новых идей. Важно, чтобы участники могли совместно трудиться над выработкой новых идей в открытой, прозрачной среде. На этой стадии сотрудникам понадобится значительная поддержка и позитивная обратная связь, критики следует избегать. Для нее еще настанет время на стадии оценки идей.
Система отбора и внедрения
Как оценивать идеи? Очевидно, необходима некая единая «система координат», которая позволяла бы сравнивать между собой самые различные по содержанию и масштабу идеи. Основная матрица оценки — 4 сегмента, исходя из полезности и усилий для реализации. Каждый из сегментов можно уточнить/детализировать исходя из специфики бизнеса.

Рисунок 52 — Матрица «полезность-усилия»
Каждый из двух параметров матрицы «полезность-усилия» представляет собой интегральный показатель, составленный на основе нескольких критериев. Например, параметр «полезность» может включать такие критерии, как экономический эффект, соответствие миссии компании, вероятность успешной реализации, фактор имиджевого успеха, лидерство в отрасли. Критерии, входящие в параметр «усилия», могут быть следующими: финансовые ресурсы, человеческие ресурсы, ресурс лидерства, затраты по времени. Каждая компания устанавливает те критерии, которые являются для нее ключевыми. Такой подход формирует единую платформу для вынесения экспертных оценок. По каждому критерию параметров «полезности» и «усилий» существует шкала оценок от 1 до 5, причем высший балл присваивается в том случае, если идея максимально соответствует рассматриваемому критерию: например, полностью отвечает миссии компании или требует значительных финансовых затрат. Когда оценки по всем критериям выставлены, подсчитывается интегральный показатель.
В зависимости от принятого регламента работы с идеями, окончательное решение об отборе идей, намеченных к реализации, может быть принято как коллегиально (с помощью документально описанной процедуры голосования, обычно на внутреннем портале компании), так и единолично председателем отборочной комиссии, после того как обсуждение всех идей из списка завершено. По итогам обсуждения для каждой идеи может быть вынесен, например, один из следующих вердиктов:
1) идея принимается к исполнению с назначением ответственного исполнителя и срока реализации;
2) идея отправляется на доработку с перечнем вопросов на уточнение и сроком следующего ее представления на заседание комитета;
3) идея отправляется в архив.
Заметим, что с момента принятия решения о реализации идея приобретает статус проекта, который начинает управляться в соответствии с существующим регламентом работы с проектами в компании. Без сомнения, описанный процесс управления идеями в компании не может гарантировать, что только хорошие идеи получат одобрение, а плохие будут отклонены. Но цель процесса — не достичь совершенства, а усилить конкурентные преимущества и превосходство компании на рынке.
И еще раз резюмируем основные преимущества структурированной работы с идеями для компании:
• возможность сокращать расходы и повышать прибыльность благодаря соответствующим идеям;
• благодаря идеям, связанным с управлением персоналом, может возрастать удовлетворенность и лояльность сотрудников;
• креативный подход к решению возникающих проблем помогает минимизировать негативные последствия, когда что-то идет не так.
3.4.24. Матрица приоритизации инициатив
С целью создать объективную систему отбора и приоритизации проектов компании предлагаем использовать матрицу приоритизации проектов (см. Таблица 20). Данная матрица предполагает, что полезность каждого проекта будет определяться с учетом выгод от реализации и затрат на реализацию.
Совокупные баллы по выгодам от реализации проекта предлагаем оценивать с учетом следующих критериев:
1. Насколько проект идет в соответствии с бизнес-стратегией компании.
2. Увеличение выручки.
3. Сокращение общих затрат.
4. Влияние на окружающую среду.
5. Влияние на безопасность труда.
6. Насколько проект возможно масштабировать на Группу компаний.
7. Насколько проект оказывает влияние на прозрачность организации.
Совокупные баллы по затратам на реализацию проекта предлагаем оценивать с учетом следующих критериев:
1. Количество необходимых людских ресурсов на реализацию проекта.
2. Длительность реализации проекта.
3. Необходимость капитальных вложений.
4. Вовлеченность заинтересованных сторон — в зависимости от уровня поддержки руководства в компании.
5. Простота внедрения проекта.
Таблица 20 — Матрица приоритизации проектов
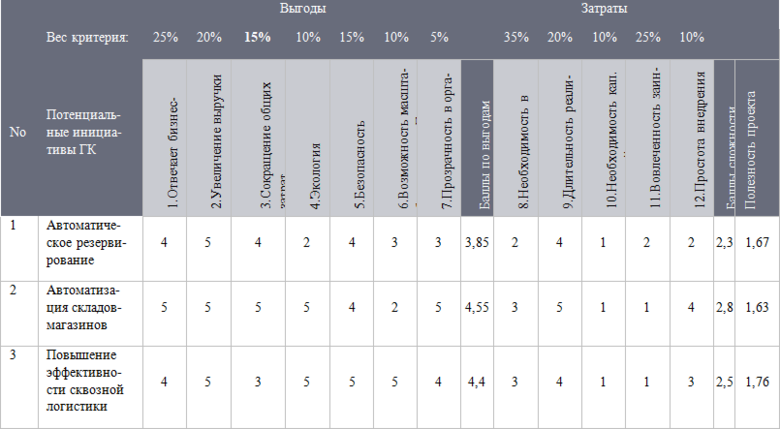
Пример балльной оценки по одному из критериев:
• Длительность проекта до 3 мес. — 5 баллов
• Длительность проекта от 4 до 6 мес. — 4 балла
• Длительность проекта от 7 до 9 мес. — 3 балла
• Длительность проекта от 10 до 12 мес. — 2 балла
• Длительность проекта свыше 12 мес. — 1 балл
После заполнения матрицы приоритизации инициативами/проектами мы получаем возможность объективно расставить дорожную карту (см. Рисунок 53).

Рисунок 53 — Иллюстративный пример приоритизации проектов
На рисунке представлен пример заполнения матрицы приоритизации проектов:
• По оси X — выгоды от реализации проектов
• По оси У — затраты на реализацию проектов
• Размер кружка — полезность проекта
3.4.25. Стандартная операционная процедура (Standart Operational Procedure)
Стандартная операционная процедура позволяет описать лучшую практику выполнения операций в компании. Описание подхода:
1. Проведение внутреннего бенчмарка по исполнению операций, выявление лучшей практики (см. Рисунок 54).

Рисунок 54 — Примеры выявления внутренней практики
2. Оптимизация рабочего времени, определение операций, которые должны входить в рабочую смену (см. Рисунок 55):
• выдача нарядов в начале смены с указанием точного объема работ;
• обязательный контроль за работой бригады с отслеживанием процесса достижения плана;
• сокращение времени на работу с документами;
• сокращение трудозатрат на перемещение путем оптимизации распределения зон ответственности.

Рисунок 55 — Пример оптимизации рабочего времени
3. Выравнивание процесса (см. Рисунок 56).

Рисунок 56 — Пример выравнивания процесса
4. Фиксация процесса в формате документа для его последующего использования на рабочем месте (см. Рисунок 57).
Рисунок 57 — Пример СОП
OPL (урок на одном листе) — формат обучающего материала, принятый основным для обучения сотрудников (см. Рисунок 58). OPL содержит только один стандарт.

Рисунок 58 — Пример урока на одном листе
Папки с OPL по стандартам размещены у стенда пилотных машин MPS № 1–13 участка упаковки.
3.4.26. Инструменты визуального контроля
Цели применения визуализации системы управления:
1. Определение и наглядная демонстрация приоритетов для действий/задач.
2. Визуализация результатов: выполнено ли то, что было запланировано за период.
3. Отображение управленческих целей.
4. Предоставление обратной связи членам команды.
Примеры визуализации контрольных процедур хорошо всем нам известны и распространены в повседневной жизни (см. Рисунок 59).

Рисунок 59 — Примеры визуализации управления
На практике, на своих проектах мы часто прибегали к данным инструментам. Приведу несколько примеров:
Пример 1. Расчет оптимального уровня хранения запасов в ремонтном цехе. Оптимальный целевой размер запаса каждой запчасти учитывал статистику потребления и время на доставку до цеха. Формула расчета запаса приведена в главе 6.5.12 УПРАВЛЕНИЕ ЗАПАСАМИ В КЛАДОВЫХ/ МАГАЗИНЕ/ ПОДСОБНЫХ ПОМЕЩЕНИЯХ. Супервайзер еженедельно проводил осмотр в цехах и делал заказ запчастей для пополнения до оптимального уровня. Таким образом мы стандартизировали процесс заказов запчастей от наших заказчиков (цехов).

Рисунок 60. Пример разметки оптимального уровня запасов МТР в цеху
Пример 2. На производственной компании, прямо на входе мы установили монитор с дэшбордами по показателям производственной безопасности. Это должно было мотивировать сотрудников соблюдать меры предосторожности на производстве, и напоминать руководству — следить за соблюдением нормативов и немедленно принимать меры.
Пример 3. На складе для поддержания порядка мы повесили белую доску, на которой были отображены 3 метрики эффективности управления складом: плотность хранения, чистота и пересортица. Ежемесячно в случайный день на склад приходил супервайзер, чтобы выполнить обход склада, сделать выборочную проверку наличия материалов на соответствие данным в учетной системе компании. Проверка одного склада занимала 1 час, по завершению которой он отмечал на белой доске фактические показатели кладовщика.

Рисунок 61. Пример разметки ключевых метрик для склада
3.4.27. Стандарт работы руководителя
Чтобы улучшить производственную культуру и повысить эффективность производства, такие предприятия, как Сибур и НЛМК, применяют стандарт работы руководителя (СРР), который становится «новым образом действий» и обеспечит устойчивую трансформацию.
СРР — это комплекс регулярно выполняемых управленческих действий, правильных управленческих практик. Фактически это управленческие практики, направленные на повышение эффективности управления производственным процессом и развитие потенциала каждого работника, в особенности цехового персонала (см. Рисунок 62).

Рисунок 62 — Области компетенций в стандарте работы руководителя
3.4.28. FMEA
FMEA (failure modes and effects analysis) — системный подход по выявлению рисков в новом процессе и их приоритизации с учетом их критичности, вероятности возникновения и простоты своевременного обнаружения. Подход дорабатывался многими руководителями и консультантами и применяется либо до запуска нового процесса, либо уже после для контроля стабильности внедренных изменений [53, 57, 63].
Основные шаги в подходе управления рисками:
1.Подготовка команды людей, которые прямо или косвенно участвую в процессе. Обычно вне зависимости от исследуемого процесса, команда включает экспертов из разных направлений: управление финансами, продажами, производством, закупками, бухгалтерии.
2.Четко определите границы исследуемого процесса, используя схему бизнес-процесса. Без этого шага возникает риск, что объем операций, которые нужно продумать и контролировать будет разрастаться.
3.Заполните матрицу FMEA полным перечнем задач процесса, входящими и выходящими документами по каждой задаче. Далее, для каждой задачи нужно определить все возможные сценарии, при которых задачи не могут быть успешно выполнены. Также нужно указать влияние этих негативных сценариев на клиентов исследуемого процесса, определив, что будет если риск реализуется.
4.Оцените каждый риск по критичности, вероятности возникновения и легкости обнаружения по 5-бальной оценке (от 1 до 5). Рассчитайте «ранг» каждого риска, перемножив значения между собой. Ранг поможет отсортировать весь перечень рисков от наиболее значимых к наименее значимыми. Чтобы сделать оценку критичности риска объективным, компании создают собственные матрицы рисков
Таблица 21 — Матрица критичности рисков компании

5.Совместно с командой определите контролирующие мероприятия для предотвращения рисков, либо для смягчения их эффектов. Контрольные мероприятия должны быть соразмерны с эффектами.
На наших проектах по автоматизации мы всегда использовали подход применения FMEA.
Таблица 22 — Применение FMEA на проекте по автоматизации функции снабжения

Выше приведен пример одной функции процесса исполнение обязательств по договору: «контроль исполнения обязательств по договору». В параграфе 6.6.1 ОРГАНИЗАЦИЯ СКВОЗНОГО ПРОЦЕССА ОБЕСПЕЧЕНИЯ ПРОИЗВОДСТВА мы приводили описание сквозного процесса снабжения и фотографию одного из процессов снабжения: «выполнение закупки и заключение договора» (см. Рисунок 103). В сквозном процессе снабжения содержится 12 бизнес-процессов, в каждом из которых 100–150 задач. При таком объеме изменений создается реестр рисков и контролей, чтобы полностью отработать подход FMEA. Для управления изменениями на таком объеме в матрицу добавляются дополнительные аналитики: название бизнес-процесса, уникальные номера задач процессов, виды контрольных процедур (автоматизированные, ручные, либо комбинированные), частота проведения контрольных процедур, ИТ-система в которой она реализуется, тип контрольных процедур. Поскольку каждый бизнес-процесс имеет свои цели и задачи, то строить матрицу FMEA нужно не только «снизу-вверх» (от функций бизнес-процессов), но и «сверху-вниз» (то есть от рисков невыполнения задач самого бизнес-процесса).
Инструмент позволяет на этапе проектирования определить дополнительные требования к автоматическим контролям и разрабатываемому функционалу. В жизни получалось так, что если риск не реализован, то эффект от продуманности системы никто не мог оценить по достоинству. Однако, если вы отвечаете за эффективность операций, либо за управление рисками (в крупных производственных компаниях выделяют такие отделы), то сделайте обязательным применение FMEA на всех проектах компании.
3.5. Система постоянного совершенствования
Постоянное совершенствование — это философия организации работ, которая состоит в постоянном улучшении процесса с точки зрения повышения качества, увеличения скорости и сокращения стоимости получения продукта. С точки зрения практической реализации для компании эта философия трансформируется в систему постоянного совершенствования, которую эффективные компании внедряют для получения конкурентного преимущества. Эта система способствует достижению стратегических целей компании за счет повышения эффективности ее бизнес-процессов и их непрерывной адаптации к изменяющимся внешним условиям. Рассмотрим несколько лучших практик, которыми мы пользовались в консалтинге для внедрения системы «постоянного совершенствования» в компании.
Этапность внедрения. Сначала организуются пилотные проекты в отдельных структурных подразделениях, бизнес-единицах, категорий товаров, затем происходит более широкое внедрение системы при положительных результатах предыдущего этапа, что дает возможность безболезненной остановки начатых изменений и продолжения их в будущем без потери предыдущего эффекта (см. Рисунок 63).

Рисунок 63 — Построение системы постоянного совершенствования
Обучение и передача знаний: тренинги для сотрудников по методологии LSS с практическими примерами и командными игровыми элементами позволяют внедрить систему постоянного совершенствования в масштабах всей компании за короткий срок силами самих сотрудников. По мере роста числа сотрудников, прошедших обучение или сертификацию, компания становится самосовершенствующейся, и задача консультантов состоит в информационной поддержке лидеров внутренних проектов («зеленых» поясов) и контроле соблюдения принципов LSS, а также соответствия проектов стратегическим целям компании.
Совместная работа консультантов и команды сотрудников компании не вызывает эффекта отторжения навязанного решения. Каждый чувствует свою ответственность перед командой за выполнение коллективно принятого решения и свою причастность к положительным результатам командной работы.
Основные этапы внедрения системы постоянного совершенствования
Внедрение системы постоянного совершенствования в компании происходит на всех уровнях управления: высший менеджмент, средний менеджмент, рабочие группы в функциональных отделах. Сначала организуются пилотные проекты в отдельных структурных подразделениях, затем происходит более широкое внедрение системы при положительных результатах предыдущего этапа, что дает возможность безболезненной остановки начатых изменений и продолжения их в будущем без потери предыдущего эффекта. Основные этапы внедрения системы постоянного совершенствования:
1. Предварительное обследование.
2. Работа с руководителями высшего звена.
3. Проведение пилотного проекта на уровне департамента:
3.1. Работа с руководителями среднего звена.
3.2. Работа с руководителями рабочих групп отделов департамента.
3.3. Работа с рабочими группами двух отделов департамента.
3.4. Внедрение системы в другие отделы департамента.
4. Полномасштабное внедрение в другие департаменты компании.
Предварительное обследование. На данном этапе происходит знакомство с бизнесом предприятия, динамикой развития и перспективами, оценка системы управления предприятием, уровня технической оснащенности производства, квалификации персонала, взаимоотношений внутри коллектива. Компания сравнивается с компаниями мирового класса и российскими конкурентами. Происходит уточнение целей и плана реализации проекта.
Работа с руководителями высшего звена. На данном этапе проводятся семинары для высшего руководства по управлению изменениями и постоянному совершенствованию. На семинарах достигается понимание необходимости внедрения системы постоянного совершенствования, согласуются общая философия, система ценностей, миссия, стратегические цели компании и определяются бизнес-процессы, в приоритетном порядке подлежащие совершенствованию. Совместно разрабатываются основные принципы и правила качества работы, взаимоотношений внутри и вне компании. Определяются принципы управления изменениями при внедрении системы постоянного совершенствования, элементы системы поощрения и дополнительной мотивации персонала, коммуникации. И стоит отдельно подчеркнуть, что руководители высшего звена по итогам этих обсуждений должны поддержать внедрение системы не только на бумаге, но и реальным вовлечением. Без их личной поддержки и инициативы система не сможет работать в полную силу.
Конец ознакомительного фрагмента.















